A dual-component adhesive only performs as well as the mixer that blends it. Pick the wrong element design, diameter, or length from a lineup of static and dynamic mixers, and Part A and Part B never fully combine. The result is a bond that looks fine on the surface but fails under load, vibration, or heat, often without warning.
Static mixer selection comes down to four variables: element type, element count, diameter, and length. Element type is either helical or quad. Diameter has to match the cartridge volume, and length has to deliver full mix homogeneity. Get these four right, and even a highly viscous, filled epoxy or polyurethane comes out fully cured and bubble-free. Get one wrong, and the dispensing job fails before the adhesive ever leaves the nozzle.
This guide walks through each variable step by step, from element geometry to connection type. Get the fundamentals right, and choosing between element types, diameters, and connection systems becomes a straightforward technical decision instead of trial and error.
What Is a Static Mixer and How Does It Work?
A static mixer is a small tube packed with fixed geometric elements that split, rotate, and recombine two adhesive components as they flow through it. It has no motor and no moving parts. The two fluids enter separately from the cartridge, then exit the far end as one evenly blended, ready-to-cure adhesive. The elements do all the work using nothing but the forward push from the dispensing gun.
The Core Job — Blending Two Parts Into One
Every dual-component adhesive ships as two separate chemicals that must never touch until the moment of use. The mixer’s only job is to combine them at the correct ratio, right as they leave the cartridge.
- Two independent flow channels enter the mixer body, one for resin (Part A) and one for hardener (Part B), sized to match the cartridge’s mix ratio, such as 1:1, 2:1, 4:1, or 10:1.
- Internal elements repeatedly split each stream, rotate the halves, and fold them back together, so even a highly asymmetric ratio like 10:1 reaches a uniform blend by the time it reaches the tip.
- The mixer needs no electricity and no motor; forward pressure from the operator or the pneumatic gun does all the work.
In short, the mixer turns two reactive streams into one consistent compound, using geometry alone to do the blending.
Static vs Dynamic Mixers — What’s the Difference?
Static mixers rely purely on passive geometry, but some adhesive formulas are too viscous or too imbalanced for passive blending alone.
- Static mixers use fixed internal elements and no moving parts, so they stay disposable, low-cost, and simple to snap onto a cartridge after each use.
- Dynamic mixers add a small motorized rotating element inside the nozzle body, so they physically shear the fluid instead of just folding it.
- Formulas with extreme viscosity differences between Part A and Part B, or heavy filler content, often overwhelm a static mixer’s passive folding action and call for the added mechanical shear of a dynamic mixer.
- Dynamic mixers need power, wiring, and a compatible dispensing head, so they cost more per use and see far less adoption than disposable static mixers.
Most structural and electronic adhesives run fine through a properly sized static mixer. Dynamic mixers step in only when the chemistry itself demands active shear.
Where the Mixer Sits in the Dispensing System
The mixer connects directly to the cartridge outlet, sitting between the adhesive reservoir and the dispensing tip.
- The cartridge holds Part A and Part B in separate chambers, sealed until the plunger pushes both forward at once.
- The mixer snaps, twists, or locks onto the cartridge nose, depending on the connection system, whether that is a simple push-and-twist fit or a reinforced bayonet lock.
- A dispensing tip or needle often extends from the mixer’s outlet for precision placement, especially in electronics potting or medical assembly work.
- Operators discard the mixer once adhesive cures inside it, since reusing a hardened mixer risks contaminating the next batch with cured debris.
The mixer works as a single-use link in the chain, but a weak link there undoes every other precision component in the system.
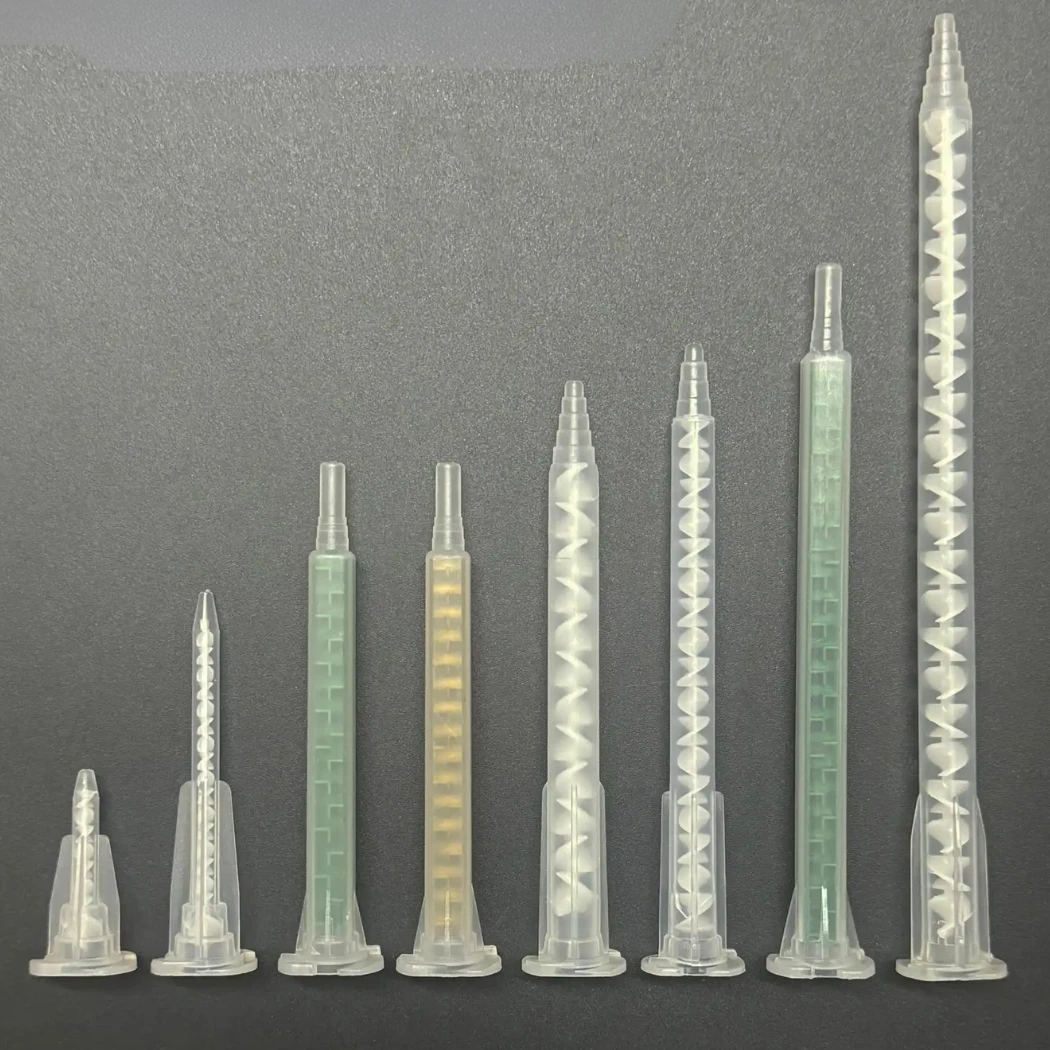
Which Mixer Element Design Fits Your Adhesive — Helical or Quad?

Helical mixers use a continuous spiral element that gently folds the two fluids, with a low pressure drop suited to large-volume cartridges. Quad mixers use a series of square, offset elements that shear the fluid more aggressively in a shorter length. Low-viscosity, easy-to-blend adhesives usually run fine through a helical design. Thick, heavily filled, or high-ratio formulas often need the tighter shear planes of a quad mixer.
Helical (Spiral) Elements — How They Work
A helical mixer uses one continuous spiral element that twists down the tube, gently folding the two fluids together as they travel forward.
- The spiral shape creates a smooth path, so fluid moves through with a low pressure drop and little resistance from the gun.
- Because the low resistance keeps hand fatigue down, helical designs suit large cartridges, including the 400ml and 490ml formats used in industrial-scale bonding.
- The trade-off is a longer physical nozzle, since the gentle folding action needs more length to fully blend the two components. That extra length means slightly more adhesive gets left behind as waste inside the tube.
- Because the geometry is continuous, helical mixers tend to be simpler and cheaper to mold, which keeps per-unit cost low for high-volume use.
Helical mixers are the workhorse choice for straightforward, lower-viscosity adhesive systems that value low resistance over a compact nozzle.
Quad (Square) Elements — How They Work
A quad mixer swaps the spiral for a series of square, offset elements stacked one after another.
- Each square element forces the fluid to change direction sharply, creating far more aggressive shear planes than a smooth spiral does.
- This aggressive shear reaches full homogeneity in a much shorter physical length, so quad mixers waste less adhesive inside the nozzle body.
- Quad geometry covers a wider range of cartridge sizes, from 200ml up to 1500ml bulk systems, making it a flexible choice across product lines.
- The sharper shear planes create more resistance, so quad mixers can feel harder to push through a manual gun on thicker formulas.
- This shorter length also makes quad mixers a practical fit for automated lines, where a compact nozzle profile matters for tight robotic clearances.
Quad mixers earn their keep on thicker, harder-to-blend formulas where a compact, aggressive mix matters more than easy hand pressure.
Choosing Based on Viscosity and Filler Content
The right element design comes down to two things: how thick the adhesive is, and how much abrasive filler it carries.
- Low-viscosity adhesives, such as thin cyanoacrylates or standard 1:1 epoxies, blend easily and rarely need anything more aggressive than a helical mixer.
- Thick, high-ratio formulas, such as a 10:1 structural adhesive, resist even mixing and often need the tighter shear planes a quad element provides.
- Heavily filled thermal interface materials, loaded with abrasive particles, also favor quad geometry, since the shorter path limits filler wear on the internal walls.
- Buyers who are unsure can start with the supplier’s recommended mixer for that ratio and viscosity class. They can then adjust only if test bonds show incomplete mixing or trapped air.
As a simple rule, thin and forgiving formulas lean helical, while thick, high-ratio, or filled formulas lean quad.
| Feature | Helical (Spiral) Mixer | Quad (Square) Mixer |
|---|---|---|
| Element Geometry | Continuous spiral element | Stacked square, offset elements |
| Pressure Drop | Low | Higher |
| Best-Fit Volume Range | 400ml – 490ml and larger cartridges | 200ml – 1500ml |
| Shear Intensity | Gentle, gradual folding | Aggressive, compact shearing |
| Nozzle Length Needed | Longer | Shorter |
| Adhesive Waste in Nozzle | Slightly higher | Lower |
| Best Suited For | Low-viscosity, easy-mix formulas | Thick, high-ratio, or filled formulas |
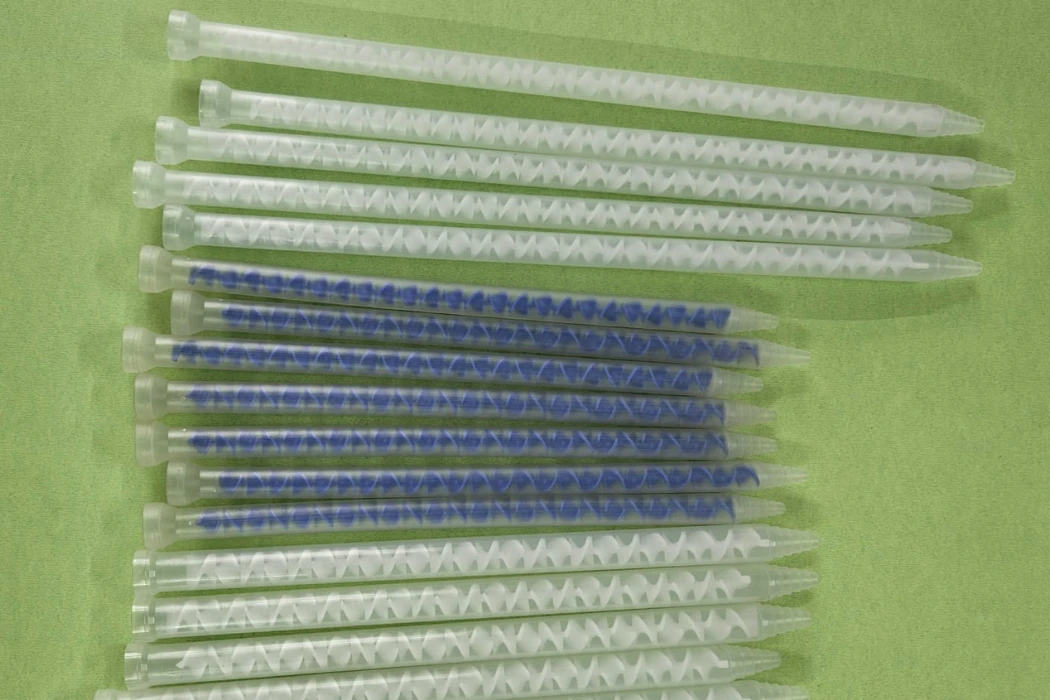
How Many Mixing Elements Do You Actually Need?

Mix ratio decides how many elements a mixer needs, because a bigger split between Part A and Part B is harder to blend evenly. A simple 1:1 ratio, where both streams are the same size, needs the fewest elements. A steep ratio like 10:1 sends a tiny stream of hardener into a much larger stream of resin. That imbalance means the mixer needs more elements, or a more aggressive design, to fully disperse the small stream evenly.
Why Mix Ratio Changes Element Count
Element count exists to solve one problem: spreading a minority stream evenly through a majority stream before the adhesive exits the tip.
- Each element splits the combined flow, rotates the halves, and folds them back together, doubling the number of layers with every pass.
- A wider ratio starts with a smaller minority stream, so it takes more folding passes to stretch that stream thin enough to disperse fully.
- Too few elements for a given ratio leave the minority component as visible streaks or pockets, rather than a uniform blend, right at the point where the adhesive matters most.
- Element count works together with mixer diameter and length, not in isolation, so a change in one variable often calls for a check on the others.
In short, ratio sets the baseline difficulty, and element count is how the mixer answers that difficulty.
Low-Ratio vs High-Ratio Formulas (1:1 vs 10:1)
A 1:1 formula and a 10:1 formula ask completely different things of a mixer, even if they share the same cartridge size.
- With a 1:1 ratio, both streams start out close to equal, so a modest number of folding passes brings the mix to full uniformity.
- With a 10:1 ratio, the hardener stream is a thin ribbon next to the resin, and it needs many more folds, or a quad-style element, to spread that thin ribbon evenly.
- 2:1 and 4:1 formulas sit in between, generally needing a moderate element count that leans closer to the high-ratio side as the split widens.
- Fitting a 1:1-spec mixer onto a 10:1 adhesive is a common mistake, and it usually leaves the hardener under-dispersed, which shows up later as soft, poorly cured patches in the bond line.
As the ratio gets steeper, the mixer has to work harder to spread a smaller stream, so element count needs to climb along with it.
Warning Signs You Have Too Few (or Too Many) Elements
Both under-mixing and over-mixing leave physical clues, and catching them early saves an entire batch of parts.
- Streaking, color inconsistency in tinted adhesives, or tacky and soft patches after cure all point to too few elements for the ratio in use.
- A mixer with more elements than the job needs adds extra length, which wastes adhesive as dead volume and raises the force needed to push the plunger.
- Excess length also holds the adhesive inside the tube longer, which matters on fast-curing formulas that risk hardening inside the mixer before they ever reach the part.
- A quick check before the real job helps: dispense a short ribbon onto scrap material and inspect it for uniform color and texture before applying adhesive to the actual part.
When either warning sign shows up, the fix is to work with the mixer supplier on element count and geometry, rather than guessing at a replacement.
| Mix Ratio | Blending Difficulty | Typical Element Demand | Common Formula Examples |
|---|---|---|---|
| 1:1 | Low — streams already balanced | Fewest elements needed | General-purpose sealants, standard epoxies |
| 2:1 | Low to moderate | Slightly above baseline | Common structural epoxies |
| 4:1 | Moderate | Noticeably higher than 1:1 | Potting compounds, polyurethane systems |
| 10:1 | High — minority stream is very thin | Highest demand, often paired with quad geometry | High-performance structural adhesives, some silicones |
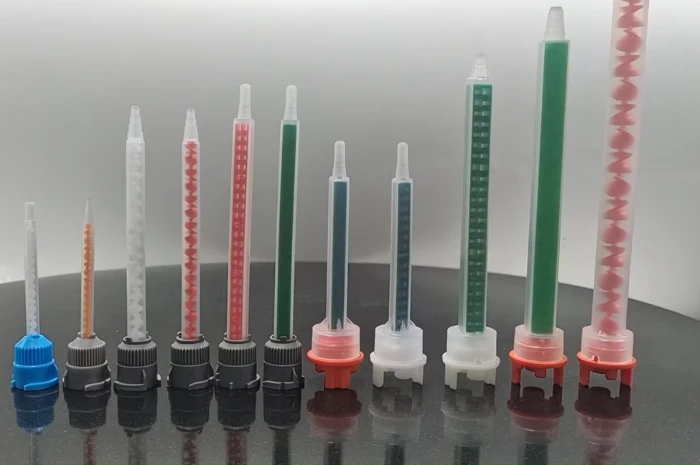
How Do You Match Mixer Diameter and Length to Cartridge Volume?
Mixer diameter and length need to scale with cartridge volume. A larger cartridge pushes more adhesive through the mixer on every pull of the trigger, so it needs a wider, and often longer, mixer body. A small 50ml cartridge pairs with a narrow, short mixer, while a bulk 600ml or 1500ml cartridge needs a wider bore to keep flow smooth. Undersizing the mixer for the cartridge raises back pressure, while oversizing it wastes adhesive as dead volume.
Standard Diameter-to-Volume Pairings
Cartridge volumes in the market run from small detail sizes up to bulk industrial formats, and mixer bore size climbs step by step alongside them.
- Small formats, such as 50ml and 75ml cartridges, pair with a narrow bore and a short body, suited to fine detail work and manual guns.
- Mid-size formats, such as 100ml and 200ml cartridges, step up to a moderately wider bore, while still staying comfortable for hand-held dispensing.
- Larger formats, such as 250ml to 400ml cartridges, need a noticeably wider bore, and jobs at this size often shift from manual guns to pneumatic ones.
- Bulk formats, such as 600ml and 1500ml cartridges, call for the widest bore in the lineup, almost always paired with pneumatic or automated dispensing equipment.
As a general pattern, mixer bore size tracks cartridge volume closely, and dispensing method tends to shift from manual to pneumatic somewhere around the mid-to-large range.
Why Diameter Affects Pressure Drop and Hand Fatigue
Diameter is not just a sizing detail; it directly controls how much resistance an operator feels at the trigger.
- A narrower bore squeezes the same volume of adhesive through a tighter space, raising pressure drop and making the gun harder to squeeze.
- A wider bore lowers resistance, but only if the cartridge nose and connection system are sized to match that wider mixer.
- Pneumatic guns offset the higher resistance of narrow or long mixers with regulated air pressure, so operators avoid arm fatigue even on thick, high-ratio formulas.
- Fitting a narrow mixer to a large cartridge forces the plunger past its comfortable range, which can strain the gun mechanism or leave a stroke incomplete.
Diameter choice ultimately balances flow resistance against operator comfort, and pneumatic power tips that balance in the operator’s favor.
Common Sizing Mistakes That Waste Adhesive
Most sizing mistakes fall into one of two directions: too big for the job, or too small for the cartridge.
- An oversized mixer on a small job leaves a larger pocket of unused adhesive sitting in the tube once the job is done, and that adhesive gets thrown away with the mixer.
- An undersized mixer on a bulk cartridge creates excess resistance, which can lead to incomplete mixing or, in worse cases, a blowout at the connection point.
- Reusing whatever mixer is on hand across several cartridge sizes, without checking the sizing chart, is a common shortcut that quietly drives up adhesive waste over time.
- Guessing a fit based on how a mixer looks, rather than checking the supplier’s pairing guide, is one of the easiest mistakes to avoid entirely.
Matching diameter and length to the actual cartridge volume keeps waste down and keeps the dispensing job predictable, batch after batch.
| Cartridge Volume | Mixer Diameter Band | Mixer Length Band | Typical Dispensing Method |
|---|---|---|---|
| 50ml – 75ml | Narrow | Short | Manual gun |
| 100ml – 200ml | Moderate | Moderate | Manual gun |
| 250ml – 400ml | Wide | Long | Manual or pneumatic gun |
| 600ml – 1500ml | Widest | Longest | Pneumatic or automated equipment |
Does Mixer Length Affect Waste and Bond Quality?
Mixer length affects both waste and bond quality, but in opposite directions. A longer mixer gives the fluid more distance to fully blend, which helps difficult, high-ratio formulas reach complete homogeneity. That same extra length also holds more unused adhesive inside the tube after the job ends. That trapped adhesive gets thrown away with the mixer. The right length finds the shortest path that still delivers a fully cured, void-free bond.
The Trade-off Between Length and Homogeneity
Length gives the mixer more room to work, but every extra centimeter comes at a cost.
- A longer mixer body means more folding and shearing cycles before the fluid reaches the tip, which helps stubborn, high-ratio, or highly viscous formulas reach a fully uniform blend.
- A shorter mixer body cuts resistance and waste, but it risks leaving a difficult formula only partly blended if the length falls short of what the chemistry needs.
- Length does not work alone; it interacts closely with element count and mixer diameter, so a change in one of these variables often shifts what the other two need to deliver.
- Past the point of full homogeneity, extra length stops adding any quality benefit and only adds waste and resistance for no real gain.
The goal is the shortest mixer that still reaches complete blending, not the longest one available.
Dead Volume — the Hidden Cost of an Overlong Mixer
Dead volume is the adhesive left stranded inside the mixer body once the job is finished and the mixer gets discarded.
- Every mixer holds some fluid inside its internal channels that never reaches the actual bond line, and that fluid is simply thrown away with the disposable mixer.
- A longer mixer has more internal volume, so it traps a larger share of adhesive as dead volume on every single use.
- On expensive engineering adhesives, such as aerospace-grade epoxies or specialty silicones, this trapped volume adds real material cost per unit, not just a rounding error.
- Automated lines running thousands of dispensing cycles per day multiply that small per-unit loss into a significant cost line over a full production run.
Shortening Length Without Losing Mix Quality
A shorter mixer is not automatically a worse mixer, provided the shorter length still gets the fluids fully blended.
- Switching from a helical element to a quad element often lets a shorter mixer body do the same blending job, since quad geometry shears more aggressively per unit of length.
- Matching element count to the actual mix ratio, rather than defaulting to a longer, safer-looking mixer, removes length that was never doing useful work in the first place.
- Suppliers can often validate a minimum working length for a specific ratio and viscosity combination through testing, instead of everyone guessing on the long side just to be safe.
- A quick scrap-ribbon check confirms whether a shorter mixer still delivers full color and texture uniformity before committing that length to a full production run.
Shortening a mixer is worth pursuing whenever testing confirms the shorter length still delivers a fully blended, void-free result.
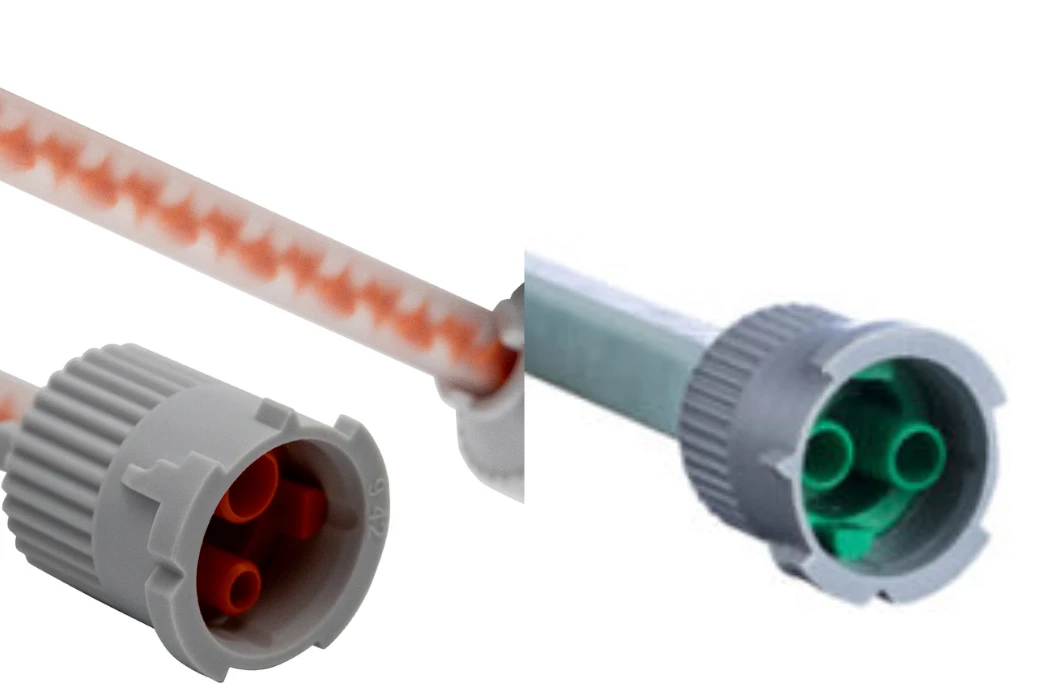
Which Connection System (A/B/C/F) Matches Your Cartridge?
Connection system decides how securely the mixer locks onto the cartridge nose, and each letter system fits a different job. The A-System uses a simple push-and-twist fit for standard 50ml cartridges. The B-System offers broad, cross-brand compatibility for general manufacturing. The C-System adds a reinforced bayonet lock for high-pressure pneumatic work. The F-System uses a twist-lock built for fast, repeated changeovers on automated lines.
A-System — Standard Push-and-Twist
The A-System is the industry’s baseline connection, built around simplicity and speed of attachment.
- A push-and-twist interface lets an operator attach or remove the mixer in one quick motion, with no tools and no extra hardware.
- It is sized explicitly around standard 50ml dual cartridges, the most common format in general industrial use.
- Typical jobs include general industrial bonding, detailed electronic component potting, and low-volume, high-precision sealing work.
- Because it is the most widely used format, A-System mixers tend to be the lowest-cost option and the easiest to source from multiple suppliers.
The A-System covers the bulk of everyday dispensing work, where simplicity and low cost matter more than extreme pressure resistance.
B-System — Universal Cross-Brand Compatibility
The B-System exists to solve a specific problem: making one mixer spec fit cartridges from different suppliers.
- It is engineered for universal compatibility, fitting the broadest range of standard two-component cartridge formats on the market.
- A reinforced connection collar gives it extra grip strength compared to a basic A-System fit.
- It functions as the industry workhorse, delivering reliable, consistent performance across general-purpose, medium-volume manufacturing lines.
- Buyers who source cartridges from several different suppliers can standardize on one B-System mixer, instead of stocking a different mixer for every brand of cartridge.
The B-System trades a little of the A-System’s simplicity for flexibility across a mixed supplier base.
C-System — Reinforced Bayonet Lock for High Pressure
The C-System exists for one reason: keeping the mixer locked on when pressure gets extreme.
- A heavily reinforced bayonet connection interface locks the mixer firmly onto the cartridge nose, resisting the forces that push it loose.
- It is engineered specifically to eliminate the risk of nozzle detachment under extreme backpressure, a failure mode that ruins a job instantly.
- It is deployed primarily in high-pressure pneumatic dispensing systems, where regulated air pressure drives the plungers far harder than a hand ever could.
- It suits highly viscous, heavily filled structural epoxies and polyurethanes, the exact formulas that push back hardest against the connection point.
The C-System is the choice whenever pneumatic pressure and thick, heavily filled adhesives combine, since detachment under those conditions is not a risk worth taking.
F-System — Twist-Lock for Fast Robotic Changeovers
The F-System is built around speed, specifically the speed of swapping mixers in and out.
- Specialized twist-lock connection mechanics allow instantaneous, secure attachment and detachment, without the multi-step process some other systems require.
- It is favored in manual workstations that need frequent mixer changes, as well as automated robotic lines running continuous cycles.
- Rapid-cycling assembly lines depend on this fast changeover, since a robotic arm swapping mixers between cycles cannot afford a slow, fiddly connection.
- The trade-off is that raw pressure resistance generally sits below the C-System’s bayonet lock, so the F-System favors speed over maximum backpressure tolerance.
The F-System earns its place wherever changeover speed matters as much as, or more than, absolute pressure resistance.
| System | Connection Type | Pressure Resistance | Typical Use Case |
|---|---|---|---|
| A-System | Push-and-twist | Standard | General bonding, electronic potting, 50ml cartridges |
| B-System | Universal fit, reinforced collar | Moderate | General-purpose, medium-volume manufacturing across brands |
| C-System | Reinforced bayonet lock | High | High-pressure pneumatic dispensing, filled epoxies and polyurethanes |
| F-System | Twist-lock | Moderate | Rapid manual or robotic changeovers on assembly lines |
What Material Should the Mixer Housing Be Made From?
Most mixer housings use polypropylene (PP), chosen for its chemical resistance and low cost. POM (acetal) steps in for internal drive mechanisms and high-shear mixing elements that need extreme stiffness and low friction. PBT handles the most demanding jobs, such as high-pressure dual-component barrels that would balloon or crack in a standard polymer. The right choice depends on pressure, chemistry, and how much mechanical stress the part sees.
Polypropylene (PP) — the Default Choice
PP earns its place as the default mixer material by covering the widest range of everyday adhesive chemistries at the lowest cost.
- It resists a broad range of organic solvents, caustic acids, and bases, so it holds up against most common adhesive formulations without degrading.
- Its low moisture vapor transmission rate keeps ambient humidity from creeping through the wall and triggering premature curing inside a moisture-sensitive formula.
- It strikes a strong balance between toughness and cost, which keeps per-unit price down on high-volume, single-use parts.
- It serves as the foundational material for standard cartridges and for the exterior housing on most disposable static mixers.
For the large majority of adhesive jobs, PP delivers everything the application needs without paying for properties it does not require.
POM and PBT for High-Pressure or High-Temperature Jobs
Some jobs push past what PP can comfortably handle, and that is where POM and PBT step in.
- POM (acetal) offers exceptional stiffness, a very low coefficient of friction, and strong resistance to creep and fatigue under sustained mechanical load.
- Those properties make POM a common choice for internal drive mechanisms in manual guns and for high-shear mixing elements that face constant viscous fluid forces.
- PBT brings extraordinary mechanical strength, strong dielectric properties, and solid resistance to thermal and chemical degradation.
- PBT gets reserved for maximum-pressure dual-component barrels, including high-ratio systems, where a standard polymer would balloon or fail under extreme pneumatic extrusion.
Both materials cost more than PP, so specifying them makes sense only when the job genuinely needs the extra rigidity, low friction, or pressure tolerance they provide.
Chemical Compatibility Checks Before You Order
Material choice only works if the polymer actually gets along with the adhesive chemistry it will carry.
- Different adhesive families, including epoxies, polyurethanes, silicones, and cyanoacrylates, contain solvents or additives that can attack certain polymers slowly over time.
- Virgin, industrial-grade polymer is strongly preferred over recycled plastic, since recycled material carries shortened polymer chains from repeated thermal cycling and often hides microscopic impurities.
- Those hidden inconsistencies show up later as localized weak spots in the cartridge or mixer wall, raising the risk of a burst or cross-contamination under pressure.
- Before placing a large order, buyers should confirm the polymer grade and request compatibility data specific to their exact adhesive chemistry, rather than assuming one polymer suits every formula.
A compatibility check costs little time up front, but it prevents the far costlier failure of a cartridge or mixer breaking down mid-production.
How Do You Know When to Switch to a Dynamic Mixer?
A static mixer stops coping when a formula’s viscosity ratio between Part A and Part B becomes too extreme for passive folding to handle. Warning signs include visible streaking, incomplete cure in spots, or adhesive channeling straight through the mixer unblended. Dynamic mixers solve this by adding a small motor that actively shears the fluid, rather than relying on folding alone. That extra shear comes at the cost of added wiring, power, and maintenance.
Warning Signs a Static Mixer Isn’t Coping
A handful of physical clues show up long before a formula gets labeled as genuinely difficult to mix.
- Visible streaking or marbling in the dispensed ribbon shows an uncured or under-mixed streak running through material that should look completely uniform.
- Soft, tacky, or incompletely cured patches appear after the bond has had time to set, even though the surface looked fine right after dispensing.
- Adhesive that channels straight through the mixer, exiting largely unmixed, points to a fluid that resists blending more than the mixer geometry can overcome.
- Unusually high resistance at the trigger, even with a correctly sized mixer, suggests the fluid itself is the problem, not the sizing.
Any one of these signs is worth investigating, and two or more together usually means the fluid has outgrown passive mixing entirely.
Viscosity Ratios That Overwhelm Passive Mixing
Certain formula characteristics push a fluid past what folding and rotating elements can realistically achieve.
- Extreme asymmetry between Part A and Part B viscosity, where one component is drastically thicker or thinner than the other, resists even repeated folding.
- Heavily filled formulas, such as thermal interface materials loaded with abrasive ceramic or metallic particles, add mechanical resistance that a passive mixer struggles to overcome.
- Highly thixotropic formulas, which thicken or thin unpredictably under shear, can behave inconsistently through passive folding alone.
- These difficult-to-mix formulations are exactly what dynamic mixers exist for, since active mechanical power can force a blend that passive geometry alone cannot reach.
When a formula checks more than one of these boxes at once, passive mixing is fighting a losing battle.
Cost and Maintenance Trade-offs of Motorized Mixers
Switching to a dynamic mixer solves a real mixing problem, but it brings its own set of costs.
- Dynamic mixers need a compatible dispensing head with power and control wiring, which adds equipment cost beyond a simple pneumatic or manual gun.
- The motorized element itself requires occasional maintenance or replacement, unlike a fully disposable static mixer that gets thrown away after a single use.
- The higher per-use cost makes dynamic mixers a poor fit for high-volume, easy-to-mix formulas, where a properly sized static mixer already does the job.
- The trade-off pays off specifically when the alternative is a batch of unusable bonds from under-mixed adhesive, since scrapped parts cost far more than the extra mixer expense.
The switch to a dynamic mixer makes sense only when the chemistry genuinely demands it, not as a default upgrade.
Static Mixer Selection: Frequently Asked Questions
What is a static mixer used for?
A static mixer blends two separate adhesive components, such as resin and hardener, into one uniform compound as they exit a dual-cartridge. It handles this blending using only fixed internal elements and the forward push of the dispensing gun, with no motor or external power required.
How do you calculate the number of elements in a static mixer?
Element count is not a fixed formula; it depends on mix ratio, viscosity, and how easily the two components blend. A simple 1:1 formula needs relatively few elements. A steep 10:1 ratio needs many more, or a more aggressive quad geometry, to fully disperse the smaller stream. Most buyers rely on their mixer supplier’s tested recommendation for a given ratio and viscosity, rather than calculating element count from scratch.
What is the difference between a static mixer and a dynamic mixer?
A static mixer uses only fixed geometric elements and relies on the forward pressure from the gun to blend the fluids. A dynamic mixer adds a small motorized rotating element that actively shears the fluid. Static mixers cover most everyday jobs, while dynamic mixers step in for extreme, hard-to-blend viscosity ratios that overwhelm passive folding.
Can you reuse a static mixer nozzle?
No. Once adhesive cures inside a static mixer, the internal elements become blocked with hardened material that cannot be cleaned out. Reusing a mixer risks contaminating the next batch with cured debris, so operators treat static mixers as single-use, disposable components.
What causes a static mixer to clog?
Clogging usually comes from adhesive curing inside the mixer before the job finishes. This often happens because the dispensing pace was too slow relative to the adhesive’s working time. A mixer that is too long for the job, or a formula with a short pot life, raises this risk further.
How long can two-part adhesive sit in a static mixer before it cures?
This depends entirely on the specific adhesive’s pot life, or working time, which the manufacturer sets for that formulation. Fast-curing adhesives can begin hardening inside the mixer within minutes, while slower-curing systems allow considerably more time. Checking the adhesive’s technical data sheet is the only reliable way to know the actual working window.
What is the standard mix ratio for epoxy cartridges?
There is no single standard ratio; epoxy cartridges commonly ship in 1:1, 2:1, 4:1, and 10:1 configurations, depending on the specific formulation. The correct mixer always needs to match the ratio printed on the cartridge. A mismatched mixer throws off the blend, regardless of how well the adhesive itself performs.
Why does my two-part epoxy come out uneven or under-cured?
Uneven or under-cured epoxy usually traces back to a mixer mismatch. Common culprits include too few elements for the ratio, the wrong element geometry for the viscosity, or a poor fit with the cartridge’s connection system. Checking mixer specification against the cartridge’s ratio and viscosity is the first troubleshooting step before assuming the adhesive itself is at fault.
Selecting the Right Mixer, Every Time
Static mixer selection comes down to four levers: element design, element count, diameter and length, and connection system. Match these to mix ratio, viscosity, and cartridge volume, and even demanding structural adhesives cure fully and bond cleanly. Get any one wrong, and the whole dispensing job is at risk before the adhesive ever leaves the nozzle. For sourcing partners who already build to these standards, the gluecartridges.com static and dynamic mixers range is a ready-made starting point. That range spans every element design, diameter, length, and connection type covered here.