Open a two-part epoxy cartridge and you will find a small plastic tube fitted to the tip. This little tube does the real chemistry. It grabs the resin and the hardener and forces them together until they become one solid bond. Get the internal geometry wrong, and even a perfect glue formula can fail. That is why nozzle choice matters as much as the adhesive itself. A full static mixer selection guide walks through every factor in that decision.
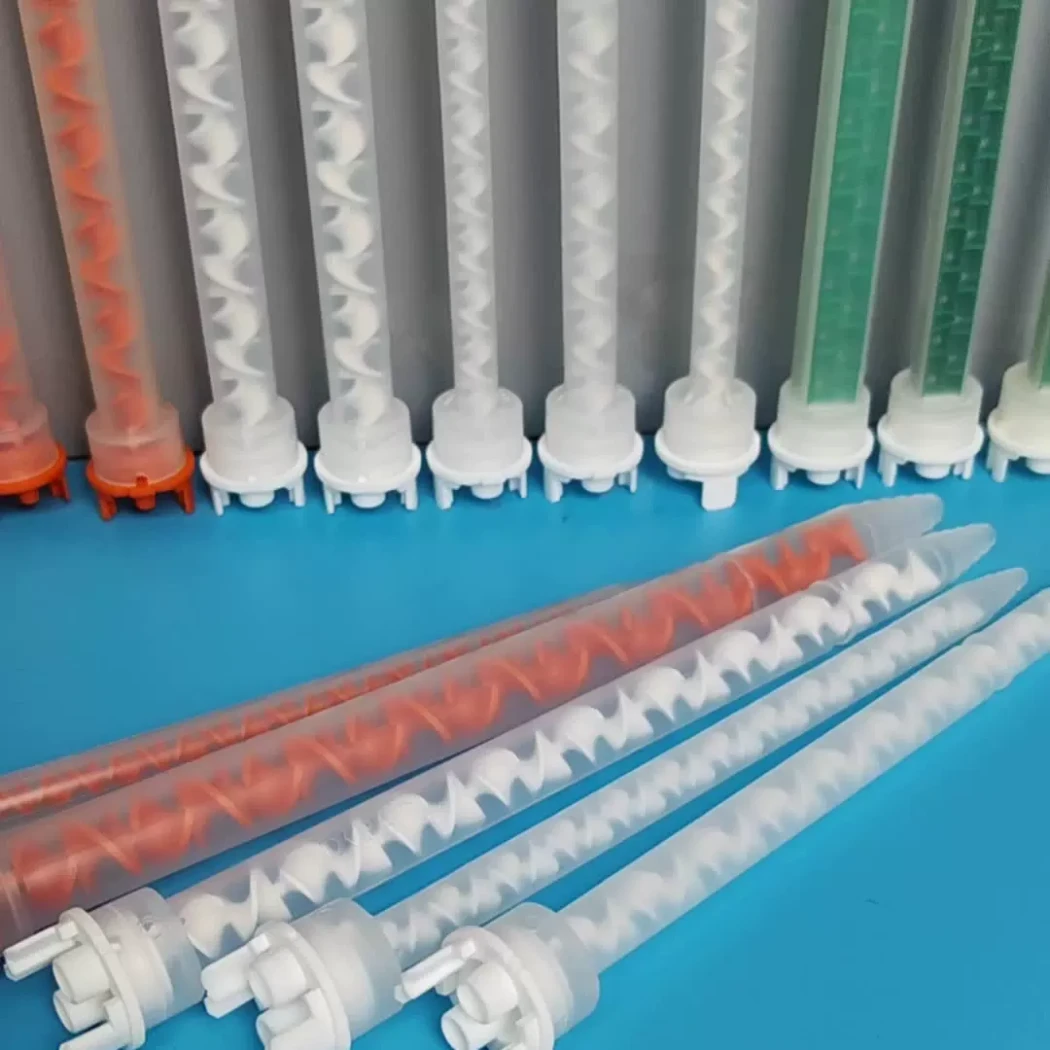
Two mixer designs dominate the market: helix and quadro. A helical mixer twists fluid through a long spiral path, mixing gently over a longer distance. A quadro mixer, also called a square mixer, folds fluid through tight square channels instead, mixing fast and hard in a much shorter tube.
Neither design wins in every case. But each one changes how much force the gun needs, how much adhesive gets wasted, and how well it handles thick or uneven formulas. The sections below compare both geometries in detail, so you can pick the right mixer for your cartridge and your glue.
What Is the Difference Between Helix and Quadro Static Mixer Geometry?
Helix and quadro describe two different internal shapes inside a static mixer nozzle. A helix mixer uses a continuous spiral, so the two adhesive components twist and fold together slowly along a longer path. A quadro mixer uses a square-shaped channel, so it splits and turns the fluid streams sharply in a shorter tube. Both rely on the same physics, called the Baker’s transformation, but they trade length, pressure, and speed differently.
How the Helical (Spiral) Element Works
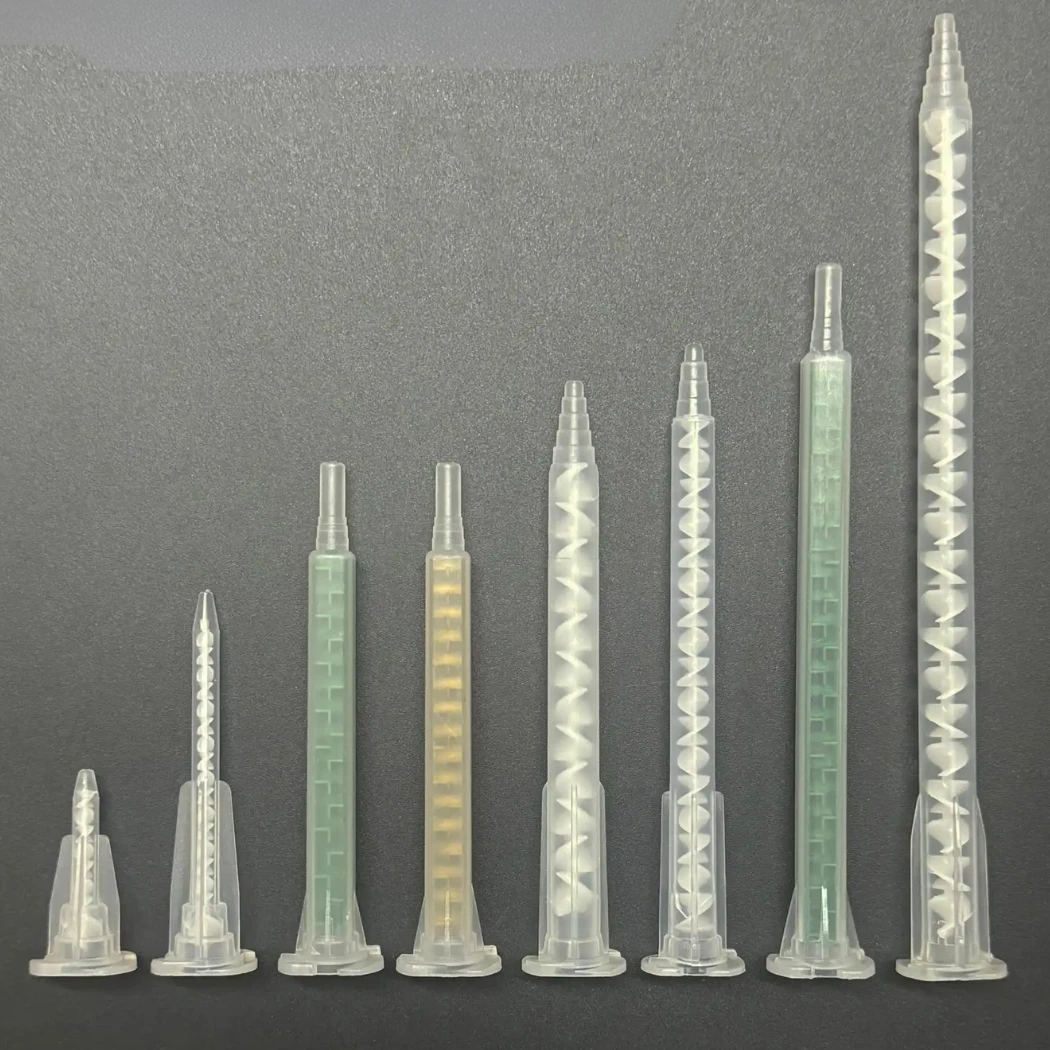
A helical mixer builds its mixing power from one repeating shape: a twisted fin that runs down the center of the tube.
- Each helical element twists the fluid about 180 degrees, and the twist direction alternates from left to right at every element.
- Every twist splits the flow in half and stacks it back together, so the number of layers roughly doubles at each element.
- Helical designs such as the Mfhx 1018t are built for larger cartridges, including 400ml and 490ml sizes.
- Because the spiral path curves smoothly, it needs less force to push fluid through, so it creates a lower pressure drop.
- That gentler action is also why helical mixers work well with viscous industrial sealants that do not need aggressive shear to blend evenly.
In short, a helix mixer trades a longer nozzle for a gentler, lower-effort push. That makes it a natural fit for large-volume cartridges and manual dispensing guns.
How the Quadro (Square) Element Works
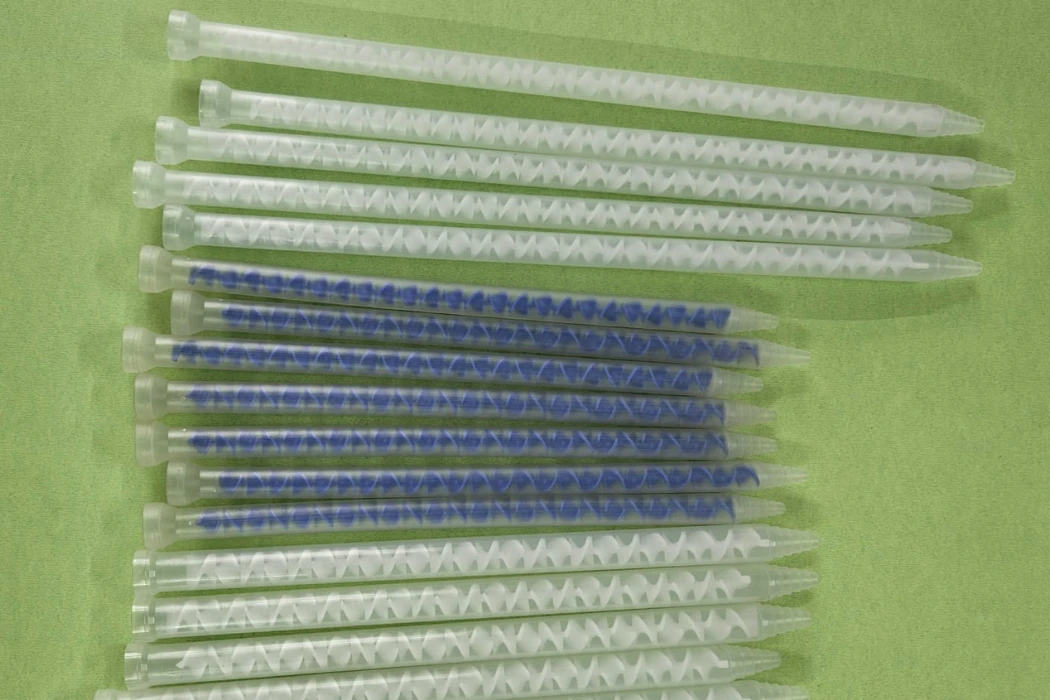
A quadro mixer, sometimes called a square mixer, replaces the smooth spiral with a rigid, angular baffle.
- Each square element splits the stream into four separate channels, then forces them to change direction sharply.
- This sharper turning creates mixing through aggressive shear, instead of the gentle folding seen in a helix.
- Square geometries such as the Mfq08-24t cover a wide range, from 200ml cartridges up to 1500ml bulk systems.
- Because each element mixes harder, fewer elements are needed to reach full homogeneity, so the total tube length shrinks.
- That aggressive action also helps quadro mixers cope with adhesives that arrive poorly pre-mixed from the cartridge chambers.
A quadro mixer trades a shorter nozzle for higher back-pressure. That trade-off pays off wherever wasted adhesive matters more than the extra push force.
The Baker’s Transformation — The Shared Science Behind Both
Both mixer shapes lean on the same underlying math, known as the Baker’s transformation.
- The name comes from a simple kneading motion: stretch the dough, cut it, then fold the pieces back together.
- A baker repeats that stretch-cut-fold cycle by hand until separate ingredients disappear into one uniform dough.
- Inside a static mixer, the fixed internal elements perform this same stretch-cut-fold cycle passively, powered only by the pressure from the dispensing gun.
- Whether the element is a spiral or a square baffle, the goal stays identical. Both turn two separate streams into thousands of thin, alternating layers that read as one solid color.
Geometry, in the end, is just a different route to the same destination. Helix takes the slow, gentle road, while quadro takes the fast, aggressive one. Neither approach is more scientific than the other, since both rely on the exact same stretch-and-fold principle.
How Does Mixer Geometry Affect Pressure Drop and Dispensing Force?
Mixer geometry controls how much force a dispensing gun needs to push adhesive through the nozzle, a value engineers call pressure drop. A long, smooth helical path lets fluid glide through with gentle resistance, so pressure drop stays low. A short, sharp quadro path forces fluid through tight turns, so pressure drop climbs even though the tube itself is shorter. That difference decides whether a manual gun or a pneumatic gun handles the job comfortably.
Why Quadro Mixers Create Higher Back-Pressure
A quadro mixer packs several sharp direction changes into a very short tube, and each one adds resistance.
- Every sharp turn inside a channel creates what engineers call a local pressure loss. It works the same way as the extra resistance felt at a sharp elbow in a water pipe.
- A quadro element forces the fluid through several sharp turns within a very short distance, so those small losses stack up quickly.
- Because the quadro tube is shorter overall, that higher per-inch resistance rarely bothers a strong pneumatic gun. But it can tire out a light manual applicator.
- Highly filled adhesives, like those loaded with abrasive ceramic particles, feel this back-pressure the most, since thick fluids resist sharp turns more than thin ones.
Quadro geometry always creates more resistance per inch than a helix. That extra resistance is a fair trade for a much shorter, less wasteful nozzle.
Why Helical Mixers Feel Easier to Push
A helical mixer avoids those sharp turns entirely, so it feels noticeably easier to push.
- A helical fin curves gradually, so it skips the sharp direction changes that create sudden pressure spikes.
- Fluid dynamics calls this a lower loss coefficient, meaning the same push force moves more material through a helix than through an equivalent quadro tube.
- That lower resistance is why helical mixers pair well with hand-operated guns, where the operator supplies all of the force manually.
- The trade-off is length: a helix mixer needs a longer overall tube to reach the same mixing quality a shorter quadro tube achieves.
Helical geometry always creates less resistance per inch than a quadro. That gentler push is why manual guns handle helical mixers so comfortably.
Matching Mixer Choice to Gun Type (Manual vs. Pneumatic)
Choosing between a manual gun and a pneumatic gun often comes down to how much resistance the mixer creates.
- Manual guns rely entirely on hand strength, so they pair best with low-resistance geometries like helical mixers, especially on larger cartridge sizes.
- Pneumatic guns use regulated compressed air, so they push through the higher resistance of a quadro mixer without tiring the operator.
- High-viscosity, heavily filled adhesives typically need a pneumatic gun regardless of mixer geometry, since raw hand force struggles against thick pastes.
- Servo-driven, fully automated applicators can handle either geometry, because their motorized drive delivers consistent force no matter how much resistance the mixer creates.
The right choice always depends on the gun’s power source, not just the adhesive itself. The table below lines up both geometries side by side.
| Feature | Helical (Spiral) Mixer | Quadro (Square) Mixer |
|---|---|---|
| Mixing Path Length | Longer | Shorter |
| Relative Pressure Drop | Lower | Higher |
| Force Required to Dispense | Lower | Higher |
| Best-Fit Gun Type | Manual guns, light pneumatic guns | Pneumatic guns, servo-driven applicators |
| Typical Cartridge Range | 400ml–490ml (e.g. Mfhx 1018t) | 200ml–1500ml (e.g. Mfq08-24t) |
Which Mixer Wastes Less Adhesive? Comparing Residual Volume
Every static mixer traps a small amount of unused adhesive inside its tube after the trigger stops, and that stuck material is pure waste. A helix mixer’s longer spiral path holds more of this trapped material, since more tube length means more surface for adhesive to cling to. A quadro mixer’s shorter, more direct path holds noticeably less, commonly cutting residual waste by roughly 30 percent compared to an equivalent helix design.
Why a Shorter Tube Means Less Dead Volume
Dead volume is the adhesive left behind inside the mixer after the gun trigger is released.
- Adhesive that sits inside the mixer after dispensing never reaches the workpiece, so engineers call this trapped material dead volume or residual volume.
- A longer tube, like the path inside a helical mixer, simply holds more internal space. So it traps more adhesive at the end of every cycle.
- A shorter tube, like the path inside a quadro mixer, physically cannot hold as much adhesive, since there is less internal volume overall.
- This relationship holds true regardless of viscosity, because dead volume is a function of internal geometry, not just fluid thickness.
Tube length and dead volume move together in a straight line. A shorter mixing path will always trap less adhesive than a longer one.
The ~30% Waste Reduction Explained
The gap between helix and quadro is not just theoretical, since real dispensing tests show a consistent pattern.
- Because a quadro mixer reaches full mixing quality in a shorter distance, it needs far fewer total elements. A helical design built for the same cartridge simply needs more.
- Fewer elements mean less internal tube length, and less internal tube length means less trapped adhesive at the end of the dispensing cycle.
- Industry testing commonly points to residual savings of roughly 30 percent when switching from a helical mixer to an equivalent quadro mixer.
- On expensive structural epoxies, that saved adhesive adds up quickly across thousands of dispensing cycles.
A 30 percent reduction sounds modest on a single cartridge. Across a full production run, it becomes a real, countable amount of saved material.
Cost Impact Over High-Volume Production Runs
Waste from a single dispensing cycle looks tiny, but scale changes that picture completely.
- A single dispensing cycle wastes only a small amount of adhesive, so the cost difference feels invisible at first glance.
- Multiply that small waste by thousands of cycles on a busy assembly line, and the invisible cost becomes a real budget line.
- High-value formulas, like aerospace-grade epoxies or precision optical adhesives, make every wasted milliliter more expensive to lose.
- Choosing a lower-waste geometry matters most on high-volume production lines, where the savings compound with every single cartridge used.
- Even a modest per-cycle savings compounds meaningfully when a factory runs multiple shifts every single day.
Small savings, repeated often enough, turn into meaningful budget line items. That shift explains why large-volume cartridges look far more efficient than small ones, even when both use the exact same mixer geometry. The table below shows how that residual waste shifts as cartridge size grows.
| Cartridge Volume | Relative Residual Waste | Practical Impact |
|---|---|---|
| 50ml | Highest share of total volume | Waste feels small in absolute terms, but adds up fast at high order volumes |
| 200ml | High share of total volume | Still a meaningful cost factor on mid-size production runs |
| 400ml | Moderate share of total volume | Waste percentage drops noticeably compared to smaller cartridges |
| 490ml | Moderate share of total volume | Comparable performance to the 400ml tier |
| 1500ml | Lowest share of total volume | Dead volume becomes a small fraction of the total adhesive dispensed |
Which Mix Ratios and Viscosities Suit Each Mixer Type?
Mix ratio describes how much resin pairs with how much hardener, shown as numbers like 1:1 or 10:1. Balanced ratios such as 1:1 and 2:1 mix easily inside almost any static mixer, since both streams arrive in similar volumes. Extreme ratios such as 4:1 and 10:1 behave differently, because a tiny stream of hardener must blend evenly into a much larger stream of resin. That imbalance often calls for a more aggressive mixer, or even a motorized one.
Handling Easy Ratios — 1:1 and 2:1
Easy ratios earn that name because both fluid streams arrive in close to equal volumes.
- At a 1:1 ratio, resin and hardener arrive in exactly equal amounts, so almost any static mixer geometry blends them evenly.
- At a 2:1 ratio, the imbalance is still mild, so a well-designed helix or quadro mixer handles it without special modification.
- These balanced ratios cover a huge share of general industrial bonding, detailed electronic component potting, and everyday sealing work.
- Standard cartridge sizes for these ratios commonly range from 50ml up to 600ml, matching typical manual and light pneumatic gun setups.
- Because these ratios are so forgiving, they also carry the lowest risk of an off-ratio bond if the cartridge plunger moves slightly unevenly.
Both ratios sit comfortably within standard mixer designs. There is rarely a need for reinforced or specialty geometry at this level.
Handling Difficult Ratios — 4:1 and 10:1
Difficult ratios demand more from the mixer, since one stream has to disappear evenly into a much bigger one.
- At a 4:1 ratio, one stream is four times larger than the other. The mixer needs extra internal shear to fully distribute the smaller stream.
- At a 10:1 ratio, the hardener stream shrinks to a thin thread compared to the resin, making even distribution far harder to achieve.
- Reinforced static mixers with tighter internal geometry, like a quadro design, handle these ratios better than a standard helix.
- High-rigidity polymers matter here too. A 250ml 10:1 PBT AB glue cartridge relies on stiff barrel walls to keep the volumetric split accurate under pressure.
Difficult ratios reward mixer geometry that shears hard and fast. That is exactly what a well-built quadro design delivers.
When to Upgrade to a Dynamic (Motorized) Mixer
Some formulations push past what any passive geometry can handle, no matter how aggressive the internal shape.
- A dynamic mixer replaces the passive geometric elements with a motorized rotating element that actively shears the fluid streams together.
- This active power source becomes necessary once a ratio or viscosity mismatch gets extreme. A passive static mixer simply cannot fold the streams together fast enough.
- Dynamic mixers are typically reserved for the most difficult formulations, since they cost more and need an external power connection to run.
- For most standard 1:1 through 4:1 ratios, a well-chosen static mixer still does the job reliably, without the added cost of a motor.
Dynamic mixers are the exception, not the rule. The table below maps common ratios to the geometry that handles them best. That mapping is a starting point, not a rigid rule, since formulation details can shift the best choice.
| Mix Ratio | Recommended Mixer Geometry | Typical Cartridge Volume |
|---|---|---|
| 1:1 | Static helix or quadro (either performs well) | 50ml–600ml |
| 2:1 | Static helix or quadro (either performs well) | 50ml–400ml |
| 4:1 | Static quadro, reinforced connection recommended | 200ml–600ml |
| 10:1 | Dynamic (motorized) mixer often required | 250ml–1500ml (e.g. 250ml 10:1 PBT AB glue cartridge) |
How Do You Choose the Right Static Mixer for Your Application?
Choosing the right static mixer comes down to three questions. How much adhesive needs to move, what industry the part serves, and how the mixer needs to lock onto the cartridge. Cartridge volume decides the physical mixer size, since a 50ml cartridge needs a completely different tube than a 1500ml bulk system. Industry decides how strict the mixing quality has to be. Connection type and element count decide whether the mixer actually fits and performs on your existing equipment.
Matching Mixer to Cartridge Volume (50ml to 1500ml)
Cartridge volume is the first filter, since a mixer sized for a small tube will never work on a large one.
- Small cartridges, in the 50ml to 100ml range, typically pair with compact static mixers built for precision, low-volume dispensing work.
- Mid-size cartridges, around 200ml to 250ml, sit in the most common industrial range, covering general bonding, potting, and sealing tasks.
- Large cartridges, from 400ml up to 600ml, need mixers engineered for higher throughput without sacrificing mixing quality.
- Bulk systems at 1500ml push toward continuous, high-volume production, where mixer diameter and element geometry both scale up to match.
- Cartridge diameter also affects how much back-pressure builds up, since a wider bore moves adhesive through the mixer more easily than a narrow one.
Volume alone rules out most of the wrong choices immediately. Getting this first filter right saves time before the finer details even come into play.
Matching Mixer to Industry (Electronics, Automotive, Construction)
Different industries place very different demands on the same basic mixer geometry.
- Consumer electronics work, like camera module sealing or SMT underfilling, demands sub-millimeter precision and mixers built for extremely low-viscosity resins.
- Automotive and EV manufacturing, including thermal interface materials and ECU conformal coating, needs mixers tough enough to survive abrasive, heavily filled compounds.
- Construction and general industrial bonding tolerate a wider mixing tolerance, so standard helix or quadro designs usually cover the job without modification.
- Medical device assembly requires mixers built from virgin, medical-grade compatible polymers, since no plasticizer or heavy metal can leach into the finished part.
- Aerospace and optical bonding sit at the strictest end of the spectrum. Even a single trapped air bubble can compromise structural strength or optical clarity.
The underlying mixing science stays the same across every industry. Only the tolerance for error changes, and that tolerance decides how much engineering the mixer needs.
Checking Compatibility — Connection Type and Element Count
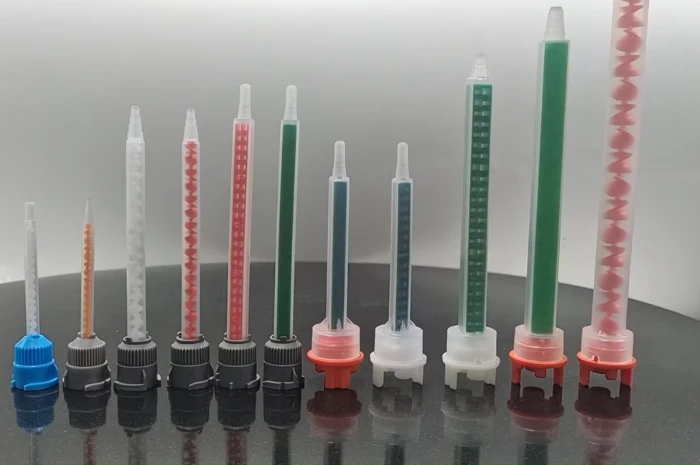
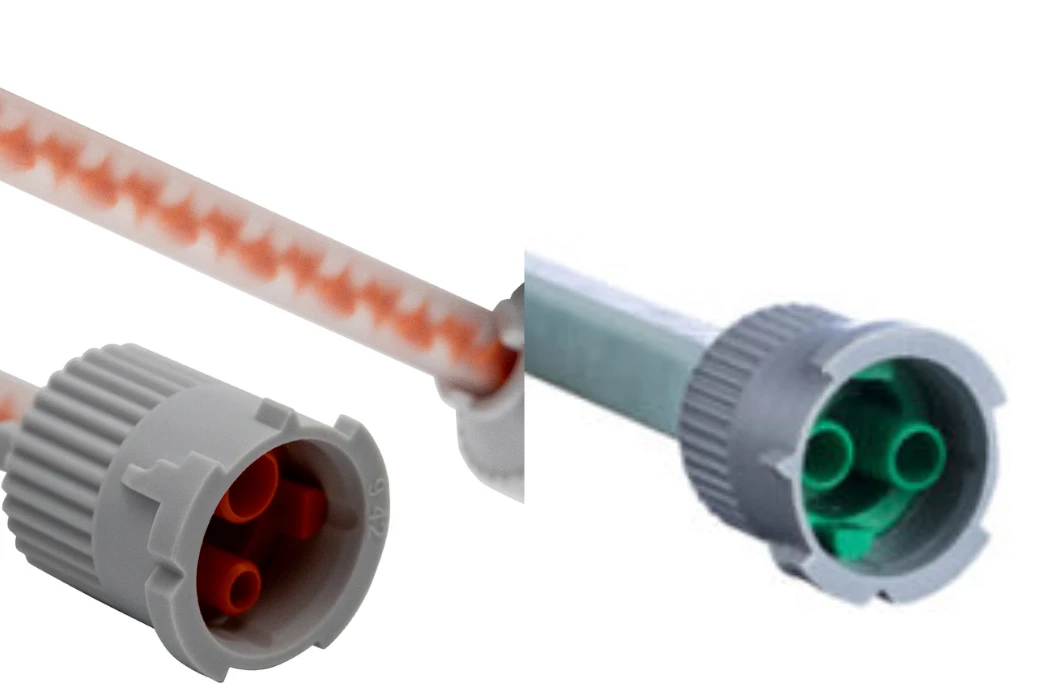
Even the right size and the right industry fit can fail if the connection itself does not match the gun.
- Push-and-twist connections offer fast, simple attachment, favored on manual workstations that change cartridges often.
- Bayonet-style connections lock more securely, resisting detachment when a pneumatic gun pushes back-pressure through the nozzle.
- Twist-lock connections favor rapid-cycling automated lines, where a robotic arm needs to swap mixers in seconds, not minutes.
- Element count should always match the cartridge diameter and adhesive viscosity. Too few elements leave streaks, while too many waste material and add unnecessary back-pressure.
Volume, industry, and connection type work together, not separately. Get all three right, and the mixer disappears into the background as a reliable, invisible part of the process.
Frequently Asked Questions
What is a static mixer used for?
A static mixer blends two separate adhesive components, resin and hardener, into one uniform mixture as they pass through the nozzle. It has no moving parts. Instead, fixed internal elements split, twist, or fold the two streams together using only the pressure from the dispensing gun. This keeps the mix ratio accurate and removes the need for manual stirring.
What is the difference between static and dynamic mixers?
A static mixer has no moving parts. It mixes fluid using fixed internal geometry and the pressure of the dispensing gun alone. A dynamic mixer adds a motorized rotating element inside the nozzle, actively stirring the fluid with external power. Dynamic mixers handle extreme viscosity ratios that a passive static mixer cannot fully blend.
How many elements does a static mixer need?
The right element count depends on the cartridge diameter, the mix ratio, and how thick the adhesive is. Wider tubes, tougher mix ratios, and thicker fluids generally need more elements to reach a fully uniform blend. Too few elements leave visible streaks of unmixed resin and hardener. Too many elements waste material and add unnecessary back-pressure, without improving the mix any further.
Can a static mixer be reused?
No. A static mixer is a single-use, disposable component. Once adhesive cures inside the internal elements, the hardened material permanently blocks the fluid path. Manufacturers design these mixers to be cheap and replaceable, so a fresh mixer goes on the cartridge before every new dispensing cycle.
Why does two-part epoxy sometimes not cure properly?
An improper cure almost always traces back to an off-ratio mix. If the resin and hardener do not blend in the exact proportion the chemistry requires, the reaction never completes correctly. A worn cartridge plunger, a damaged mixer, or a mismatched mixer geometry can all throw off that ratio. This happens even when the adhesive itself is perfectly good.
What causes air bubbles in mixed adhesive?
Air bubbles usually enter during cartridge filling or during mixing itself. If a filling machine traps ambient air behind the adhesive, that air later escapes as bubbles inside the mixed bead. A low-quality or poorly designed static mixer can also fail to fully fold the two fluid streams together, leaving microscopic air pockets trapped between layers.
How long can adhesive sit inside a mixer before it cures solid?
Cure time depends entirely on the specific adhesive chemistry, and it can range from a couple of minutes to several hours. Fast-curing epoxies and cyanoacrylates can start hardening inside the mixer within minutes of the last dispensing shot. Once cured, that adhesive permanently blocks the mixer, which is exactly why every mixer is treated as a single-use, disposable part.
What is a Quadro static mixer?
A Quadro mixer, also called a square mixer, uses a square-shaped internal channel instead of a spiral fin. It splits the fluid stream into four sections at each element, then forces sharp direction changes that blend the resin and hardener quickly. Because each element mixes so aggressively, a Quadro mixer needs fewer elements and a shorter overall tube than an equivalent helical design.
Matching Mixer Geometry to Your Production Reality
Helix and quadro mixers both rely on the same folding physics, but they apply it differently. Helix favors a longer, gentler path suited to large-volume cartridges and manual guns. Quadro favors a shorter, more aggressive path that wastes less adhesive and handles tougher mix ratios. Getting cartridge volume, industry requirements, and connection type right matters just as much as picking the correct geometry. For brands that need these exact specifications manufactured to order, Haijing, operating at gluecartridges.com, offers one-stop OEM and ODM production. This covers both helical and quadro static mixer systems.