A dispensing gun might fit the job perfectly, and a cartridge might carry the right mix ratio. Yet the adhesive bead still comes out streaky or soft in random spots. So where does the problem usually hide? It sits inside the nozzle. A thorough static mixer selection guide covers nozzle diameter and length. But element count deserves a closer look, since it drives the blending work.
Across the industry, static mixer elements usually range from about 7 to 48 per nozzle. Simple 1:1 or 2:1 adhesives often blend well with fewer elements, sometimes as low as 10. Harder ratios, like 4:1 or 10:1, need more elements. Counts often run from 24 to 32, or even higher, so the small hardener stream gets spread evenly through the resin.
The exact number depends on mix ratio, fluid viscosity, and chemistry, not a single fixed rule. The sections below break down why ratio changes the count. They also cover how viscosity and fillers add extra difficulty. And they explain why a safety margin above the bare minimum keeps every batch fully mixed.
How Many Elements Does a Static Mixer Actually Need?
Most static mixers use somewhere between 7 and 48 internal elements. Simple, easy-to-blend adhesives often need only 10 to 16 elements. Thicker, harder-to-blend formulas often need 24, 32, or more. The right count depends on the mix ratio, the fluid viscosity, and how well the two components blend together. Picking a mixer with too few elements risks a poor mix. Picking one with too many wastes adhesive and money.
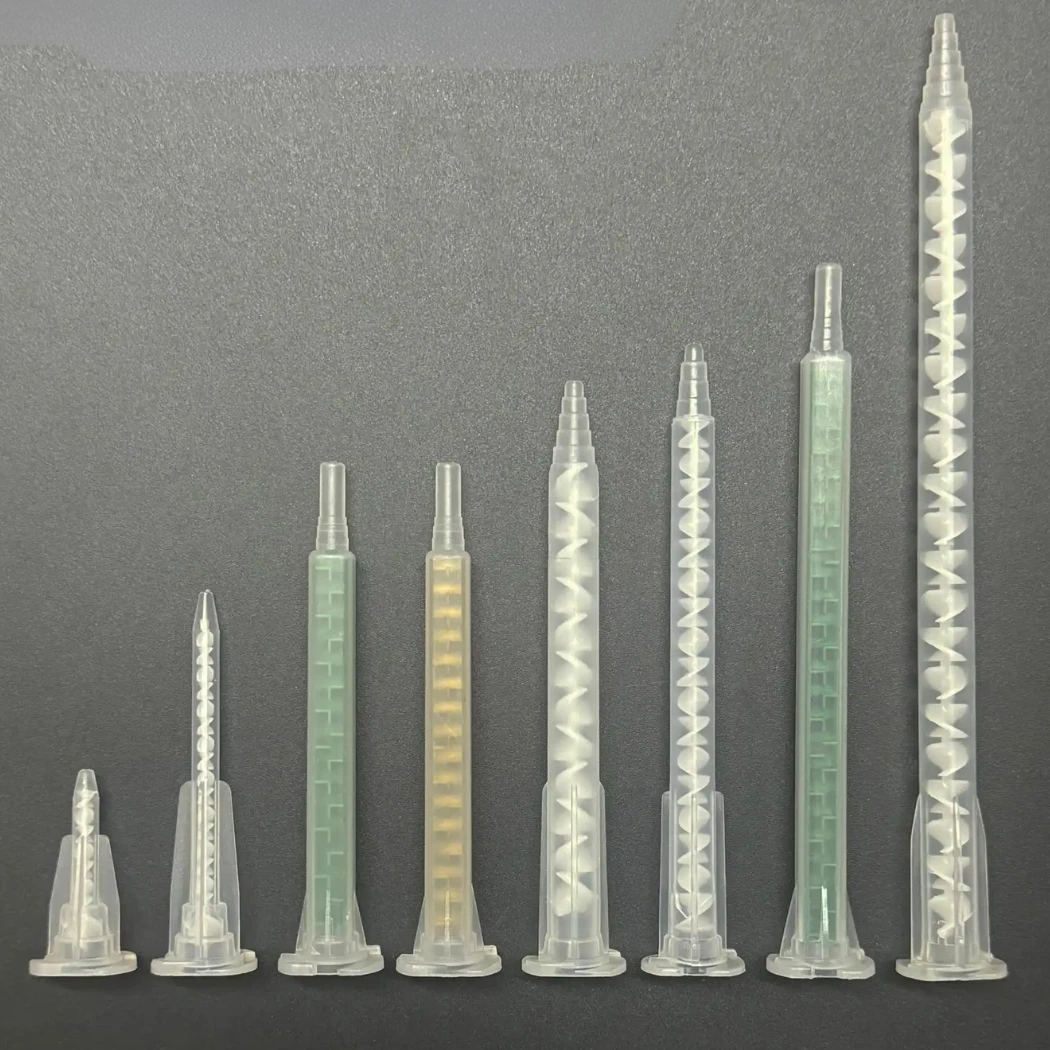
The Industrial Range — 7 to 48 Elements
Static mixer catalogs across the industry cover a wide span of element counts.
- Low end: around 7 to 10 elements, used for thin, closely matched fluids that blend easily.
- Mid-range: 16 to 24 elements, the most common band for general industrial bonding work.
- High end: 32 to 48 elements, kept for tough mixing jobs with wide ratios or heavy fillers.
- Anything under 7 elements rarely produces a fully blended bead, no matter how simple the adhesive is.
Most everyday bonding jobs land somewhere in the middle of this range. Extreme ratios or unusual chemistries tend to push the count toward the high end.
Why Element Count Isn’t One Fixed Number
No single number works for every adhesive, because mixing depends on more than cartridge size alone.
- Mix ratio: even ratios blend faster than lopsided ones, so they need fewer elements.
- Viscosity: thick, heavy pastes need more folding action before they blend fully.
- Chemistry: fast-curing resins may need extra elements to blend before they start to set.
- Filler content: abrasive or heavy fillers change how the fluid moves through each element.
Because these factors interact, two adhesives with the same mix ratio can still need a different element count.
Common Off-the-Shelf Counts (10, 16, 18, 24, 32)
Most manufacturers stock a handful of standard counts instead of custom-building every mixer.
- 10 elements: common for small, low-viscosity 1:1 cartridges.
- 16 elements: a frequent choice for general-purpose 2:1 adhesives.
- 18 elements: used when a bit of extra blending margin helps.
- 24 elements: common for thicker pastes or wider ratios like 4:1.
- 32 elements: reserved for heavily filled or high-ratio 10:1 systems.
These standard counts cover most jobs. That keeps costs down and lead times short for buyers.
| Cartridge Volume | Typical Mixer Diameter | Typical Element Count |
|---|---|---|
| 50ml | ~8.2mm | 10–18 elements |
| 200ml | ~9.6mm | 16–24 elements |
| 400ml | ~11mm | 18–24 elements |
| 490ml and up | ~13mm | 24–32 elements |
Figures above are general, approximate ranges seen across static mixer catalogs, not fixed values for every brand or formulation.
Why Do 1:1 Mix Ratios Need Fewer Elements?
1:1 mix ratios pair equal volumes of resin and hardener, so the two streams enter the mixer already balanced. That balance makes blending easier, because neither stream needs to spread thin through the other. As a result, 1:1 systems typically work well with fewer elements, often in the 7 to 16 range, without leaving unmixed streaks in the bead.
Even Ratios Blend Faster
A 1:1 ratio means the resin and hardener arrive in equal amounts.
- Equal volumes split evenly across each mixing element, so neither stream dominates the flow path.
- Each fold inside the mixer cuts both streams into similar-sized layers, right from the first element.
- Fewer folds are needed to reach a uniform blend, because the starting point is already close to balanced.
- Many 1:1 adhesives, like standard epoxies and general-purpose acrylics, follow this pattern.
Because the streams start balanced, each element does more useful mixing work than it would in a lopsided ratio.
Typical Element Counts for 1:1 and 2:1 Systems
Catalog data across the industry shows a clear pattern for these two ratios.
- 1:1 systems: often blend fully with as few as 7 to 10 elements in small cartridges.
- 2:1 systems: usually need a bit more, often in the 10 to 16 range.
- Low-viscosity 1:1 fluids, like thin cyanoacrylates, can sometimes work with even fewer elements.
- Thicker 1:1 pastes still call for the higher end of this range, since viscosity adds its own resistance.
Even within 1:1 and 2:1 ratios, viscosity nudges the count up or down.
Trade-off — Fewer Elements Means Less Wasted Adhesive
A shorter mixer isn’t just cheaper to make, it also saves material.
- Every element adds internal volume, and that volume fills with adhesive that never leaves the nozzle.
- Shorter mixers trap less adhesive inside, so less product goes to waste at the end of each job.
- For pricier structural epoxies, cutting a mixer down by even a few elements can meaningfully lower the per-unit cost.
- Going too short still risks unmixed streaks, so this trade-off has a real limit.
This is why fewer elements only pay off when the mix ratio and viscosity genuinely allow it.
Why Do Wide Ratios Like 4:1 or 10:1 Need More Elements?
Wide ratios like 4:1 or 10:1 pair a large resin stream with a much smaller hardener stream. Spreading that small stream evenly through the larger one takes more folding, so these systems need more elements than balanced ratios. Most 4:1 and 10:1 mixers use somewhere in the 24 to 32 element range, sometimes higher, to fully break up the minor component before it exits the nozzle.
The Challenge of Spreading a Small Minor Component
In a 10:1 ratio, the hardener makes up only a small slice of the total volume.
- The minor stream enters the mixer as a thin ribbon next to a much wider resin stream.
- Each element folds that thin ribbon over and over, cutting it into finer and finer layers.
- If the mixer stops folding too soon, pockets of pure resin or pure hardener can survive all the way to the nozzle tip.
- Highly viscous or thixotropic minor components make this challenge even harder, since they resist stretching into thin layers.
The smaller the minor component’s share, the more folding work the mixer has to do to spread it out evenly.
Typical Element Counts for 4:1 and 10:1 Systems
Catalog data shows these wider ratios need noticeably more elements than 1:1 or 2:1 systems.
- 4:1 systems: commonly use 18 to 24 elements, depending on viscosity.
- 10:1 systems: often need 24 to 32 elements, and sometimes more for heavily filled adhesives.
- Very abrasive or very viscous 10:1 formulas may call for a dynamic mixer instead of a static one.
- Some manufacturers also lengthen the mixer’s overall diameter, not just the element count, to handle these ratios.
As the ratio gets more lopsided, both element count and mixer length tend to climb together.
Streaking Risk When Element Count Is Too Low
Cutting corners on element count is one of the most common mistakes in wide-ratio dispensing.
- Visible streaks of one color running through the bead usually signal an unmixed pocket of resin or hardener.
- Streaking often shows up first at the very center of the bead, where fluid travels furthest from the mixer wall.
- An under-mixed 10:1 adhesive may look fine on the surface but cure unevenly, or fail to cure at all, in the streaked zones.
- Switching to a mixer with more elements, or a finer geometry like a quadro design, usually solves the problem.
A few extra elements cost very little, compared to the price of a bond that fails in the field.
| Mix Ratio | Typical Element Count | Common Adhesive Examples |
|---|---|---|
| 1:1 | 7–16 elements | General epoxies, acrylics |
| 2:1 | 10–18 elements | Structural epoxies, polyurethanes |
| 4:1 | 18–24 elements | Filled structural adhesives |
| 10:1 | 24–32+ elements | Heavily filled epoxies, potting compounds |
These figures reflect general, approximate ranges seen across static mixer catalogs, not a fixed value for every brand or formulation.
How Does Viscosity and Chemistry Change the Element Count?
Viscosity and chemistry push element counts up or down, even when the mix ratio stays the same. Thin, low-viscosity fluids flow and blend easily, so they often need fewer elements. Thick, heavily filled pastes resist folding, so they usually need more elements to reach a full blend. Abrasive fillers also wear down mixer walls faster, which can shorten a mixer’s useful life regardless of how well it blends.
Thin Resins vs. Thick, Filled Pastes
Viscosity changes how easily a fluid folds and stretches inside a mixer.
- Thin resins, like some cyanoacrylates or low-viscosity potting compounds, flow into each element and blend with very little resistance.
- Thick pastes, especially those loaded with ceramic or metallic particles, resist stretching into thin layers.
- A heavily filled paste may need several extra elements compared to an unfilled resin at the same mix ratio.
- Temperature also plays a role, since cold adhesives thicken up and behave more like a heavier paste.
As a fluid gets thicker, the mixer needs more folding elements to break it down into a uniform blend.
Abrasive Fillers and Element Wear
Fillers don’t just change viscosity, they also physically grind against the mixer’s internal walls.
- Ceramic and metal-oxide fillers, common in thermal interface materials, act like fine sandpaper moving through the nozzle under pressure.
- Worn or rounded-off element edges lose their sharp folding action over time, so mixing quality can quietly drop before anyone notices.
- High-wear applications often call for tougher internal polymers, or a slightly higher element count to compensate for gradual wear.
- Frequent nozzle changeovers on an automated line also limit how much wear any single mixer accumulates.
Abrasive formulations trade off mixer lifespan against mixing quality, so both factors deserve attention together.
Matching Helical vs. Quadro Geometry to the Chemistry
Element shape matters just as much as element count.
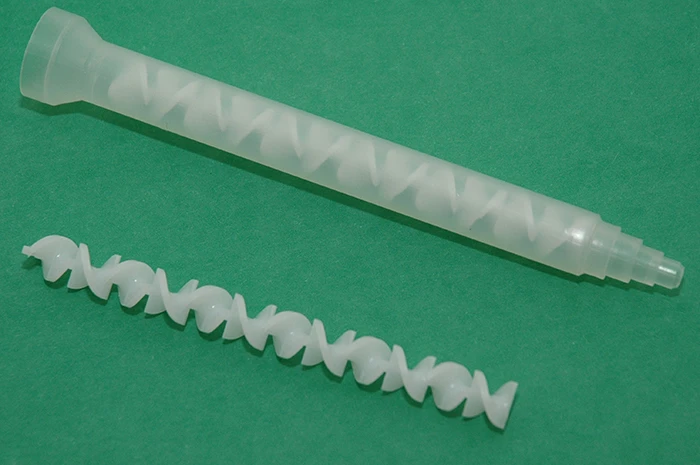
- Helical, spiral-style elements offer a gentler, lower pressure-drop mixing path, well suited to larger cartridge volumes like 400ml or 490ml.
- Quadro, square-style elements create a more aggressive series of shear planes in a shorter physical length.
- A quadro mixer can often match a helical mixer’s blend quality using fewer total elements, since each fold does more work.
- Heavily filled or highly viscous chemistries often pair better with quadro geometry, since gentler helical folding may not be aggressive enough.
Choosing the right geometry, not just the right count, often separates a clean bead from a streaky one.
What Is the 80% Safety Margin Rule for Mixer Length?
Engineers often calculate the bare minimum number of elements needed to blend a fluid, then add roughly 20% more elements as a safety margin. In practice, this means treating the calculated minimum as about 80% of the final mixer length. The extra length protects against small errors in viscosity, temperature, and mix ratio that could otherwise leave the bead under-mixed.
Why Engineers Add Elements Beyond the Bare Minimum
A calculated minimum element count works fine on paper, but real production floors are messier.
- Raw material batches vary slightly in viscosity from one drum to the next, even within the same supplier’s spec sheet.
- Ambient temperature on a factory floor can shift adhesive viscosity throughout the day, changing how easily it blends.
- Dispensing speed and pressure also vary between operators, or between one automated cycle and the next.
- A small safety margin absorbs these everyday variations without forcing a full mixer redesign every time conditions shift.
The margin isn’t wasted material, it’s insurance against the small, unavoidable variability of real production.
Working Out Mixer Length from Element Count and Diameter
Element count alone doesn’t tell the whole story, since mixer length also depends on element diameter.
- Total mixer length roughly equals the element count multiplied by the length of a single element, and that length scales with diameter.
- A mixer built from wider elements runs longer overall than the same element count in a narrower diameter.
- Buyers comparing two mixers should check total length and diameter together, not element count in isolation.
- Manufacturers often list length in millimeters alongside element count, precisely because the two numbers only make sense together.
Two mixers with the same element count can still blend very differently if their diameters aren’t the same.
Why Rigid Rules of Thumb Can Backfire on Unusual Formulations
A fixed rule like “always add 20%” can break down for formulations that don’t fit the usual pattern.
- Extremely thixotropic gels or pastes may need a much larger margin, since their flow behavior is harder to predict from viscosity alone.
- Very fast-curing chemistries can start to set inside the mixer itself, so extra length sometimes causes more harm than good.
- Novel or first-of-a-kind formulations often need real testing and sample runs, rather than trusting a general guideline.
- Treating any single percentage as a universal law skips the actual fluid dynamics testing that unusual chemistries require.
A safety margin works as a useful starting point for common adhesives, not as a substitute for testing genuinely unusual ones.
| Mix Ratio | Calculated Minimum | Recommended (with margin) |
|---|---|---|
| 1:1 | ~8 elements | 10–12 elements |
| 2:1 | ~12 elements | 14–16 elements |
| 4:1 | ~18 elements | 20–24 elements |
| 10:1 | ~24 elements | 28–32 elements |
These figures illustrate a common margin-based approach used in practice, not a fixed rule that applies to every formulation.
Frequently Asked Questions About Static Mixers
What Is a Static Mixer Used For?
A static mixer blends two separate adhesive components, like resin and hardener, into one uniform mixture as they pass through the nozzle. It replaces manual stirring, which is slow and often uneven. Buyers use it whenever a two-part adhesive, sealant, or potting compound needs a consistent mix right at the point of application.
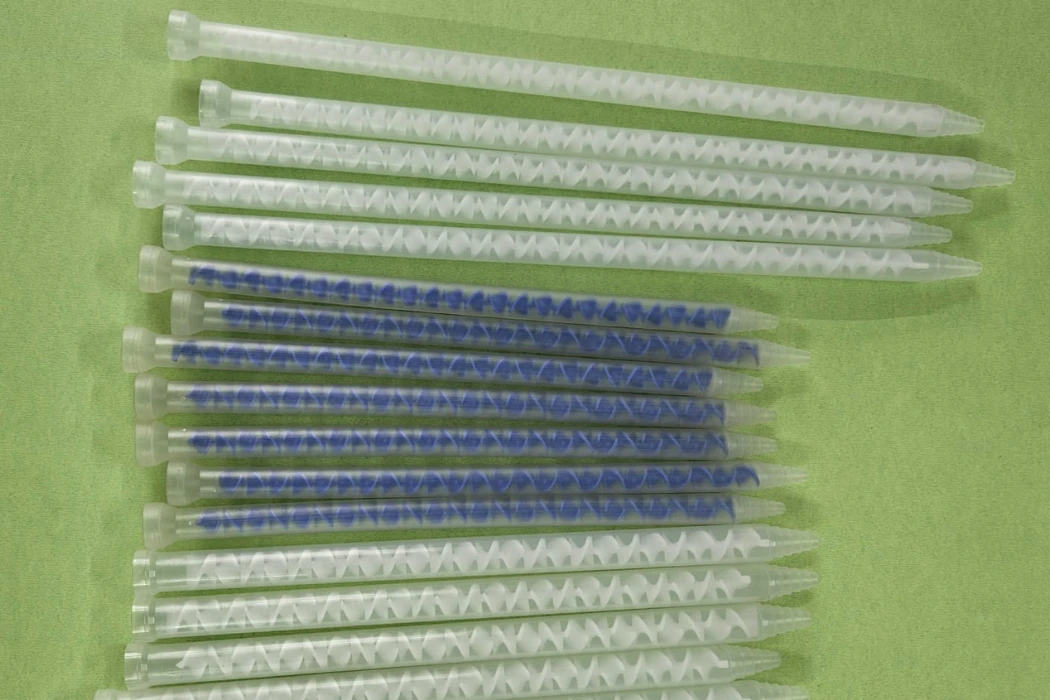
How Does a Static Mixer Actually Work?
Inside the mixer, a series of fixed elements split each fluid stream, rotate it, and fold it back together. Every element repeats this splitting and folding action, so the two fluids blend more with each step. By the time the mixture reaches the nozzle tip, it should look and cure as one uniform material.
What Is a Normal Mix Ratio for Epoxy Adhesive?
Epoxy adhesives commonly use ratios like 1:1, 2:1, 4:1, or 10:1, depending on the formulation. Structural epoxies used in heavy bonding often favor 1:1 or 2:1, while some specialty formulations run at wider ratios. The exact ratio always comes from the adhesive manufacturer’s technical data sheet, not a general guess.
Can You Reuse a Static Mixer Nozzle?
Most static mixers are built as single-use, disposable components, so reusing one isn’t recommended. Adhesive left inside the elements cures solid soon after the pot life ends, permanently blocking the internal channels. Attaching a used mixer to a fresh cartridge usually produces a poor, uneven mix or a fully clogged nozzle.
How Often Should a Static Mixer Be Replaced?
A static mixer needs replacement every time it’s disconnected from an active dispensing cycle, since cured adhesive inside will block the next batch. On continuous automated lines, mixers typically get swapped at set intervals tied to the adhesive’s open time. Rising dispensing pressure or a slower flow rate also signals it’s time for a new one.
What Causes Air Bubbles Inside a Static Mixer?
Air bubbles usually enter during the cartridge filling stage, when air gets trapped behind the fluid instead of fully venting out. A worn or damaged mixer element can also whip air into the fluid stream while blending. Low-quality plunger seals on the dispensing gun sometimes pull air in from behind the cartridge as well.
What’s the Difference Between a Helical and a Quadro Mixer?
A helical mixer uses spiral-shaped elements that offer a gentle, low pressure-drop mixing path, often suited to larger cartridge volumes. A quadro mixer uses square-shaped elements that create sharper shear planes in a shorter overall length. Quadro designs often reach a good blend with fewer elements, but they can need more force to push fluid through.
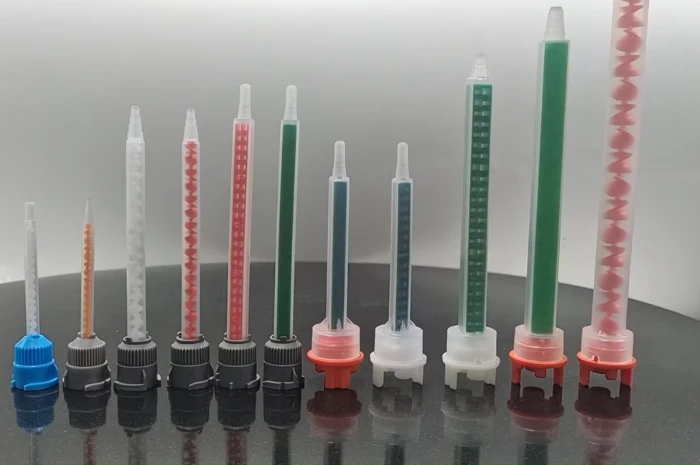
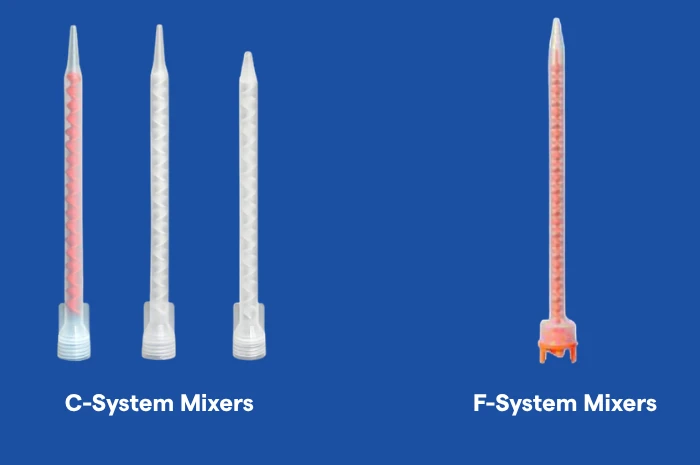
How Do You Pick the Right Static Mixer Size for a Cartridge?
Start with the cartridge’s mix ratio and volume, since both narrow down the range of compatible mixer diameters. Match the mixer’s connection type, like a twist-lock or bayonet fitting, to the cartridge and dispensing gun in use. Finally, check the adhesive manufacturer’s technical data sheet for any specific mixer length or element count recommendation.
Element count, mix ratio, viscosity, and mixer length all work together to decide whether an adhesive bead comes out clean or streaky. Balanced ratios like 1:1 blend well with fewer elements, while wide ratios like 10:1 need more folding to spread a small hardener stream evenly. A safety margin above the calculated minimum protects against everyday variation, but unusual formulations still deserve real testing. For brands seeking cartridges and mixers built to these exact standards, Haijing designs and manufactures the dispensing hardware to match.