The global industrial manufacturing sector is aggressively replacing traditional mechanical fasteners with advanced structural adhesives. Automotive engineers use these chemical bonds to build lightweight electric vehicles, while consumer electronics brands rely on them to seal microscopic smartphone components. However, these highly advanced chemical formulations mean absolutely nothing if the delivery system fails. The final strength of any industrial adhesive depends entirely on perfectly consistent, bubble-free mixing at the exact moment of application.
This critical mixing process happens inside the dual-component adhesive cartridge. These highly engineered plastic cylinders isolate reactive resins from hardeners until an operator pulls the trigger. But choosing the wrong plastic packaging can cause massive production failures. If a cartridge bursts or mixes unevenly, it ruins the final product and wastes expensive chemicals.
So, buyers must understand exactly how these plastic systems manage high pressure and chemical compatibility. This guide explores the core technical features and fluid dynamics behind professional adhesive dispensing hardware.

What Are the Critical Fluid Dynamics Behind Dual-Component Cartridges?
Fluid dynamics dictate the success or failure of any two-part adhesive application. When highly viscous resins meet fast-reacting hardeners, the dispensing system must comprehensively control pressure, flow rate, and sheer force. Understanding these physical interactions allows procurement teams and engineers to select the exact cartridge and nozzle geometry required to guarantee a perfect chemical cure.
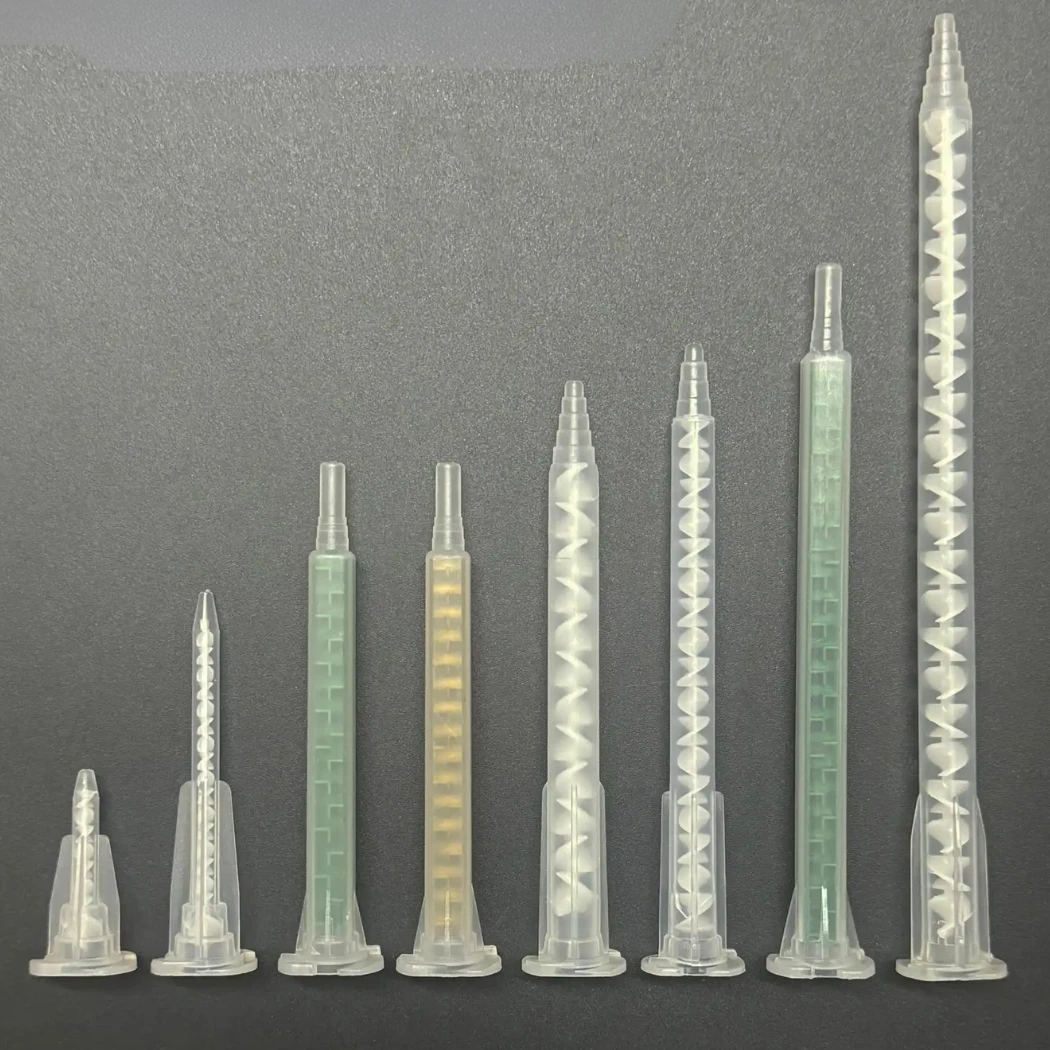
Mechanics of Helical vs. Quadro Static Mixing Elements
The static mixing nozzle serves as the active processing zone where the two chemical components finally interact.
- Helical mixers utilize a sequence of alternating, twisted baffles that continuously slice and fold the fluid stream.
- These traditional nozzles perform exceptionally well for standard epoxies and polyurethanes with similar viscosities.
- Quadro (square) mixers feature an internal grid structure that doubles the number of fluid divisions per element.
This advanced quadro geometry creates a dramatically shorter mixing path, excelling at blending materials with extreme viscosity differences while actively minimizing wasted adhesive.
Managing Asymmetric Viscosity and High-Shear Planes
Many modern structural adhesives pair a thick, paste-like resin with a thin, watery hardener. This asymmetric viscosity creates severe fluid flow challenges inside the delivery system.
- If the cartridge design does not properly regulate the extrusion flow, the thin hardener easily bypasses the thick resin.
- This bypass causes an incomplete and structurally weak cure.
- High-quality cartridges utilize precisely engineered outlet ports to intentionally manage these high-shear planes.
This controlled lamination process guarantees uniform chemical contact the exact moment the fluids enter the mixing element.
Mitigating Fluid Backpressure and Flow Inconsistencies
Forcing thick industrial polymers through narrow, multi-stage mixing elements generates substantial fluid backpressure.
- This intense resistance pushes back aggressively against the cartridge walls and the dispensing plunger.
- If the plastic walls expand or deform, the operator directly experiences flow pulsing or surging.
- Premium OEM dual-component cartridges proactively incorporate reinforced structural ribs and heavily thickened partition walls.
This highly rigid architecture completely resists volumetric expansion, maintaining a steady, predictable extrusion rate from the first drop to the last.
Which High-Performance Polymers Ensure Chemical Compatibility and Structural Integrity?
The physical construction of the cartridge dictates the shelf life and safety of the reactive chemicals inside. Manufacturers cannot use standard consumer plastics for industrial packaging. Solvents aggressively attack weak plastics, while moisture easily penetrates thin walls to completely ruin sensitive polyurethane hardeners. Consequently, engineers construct professional dual-component cartridges using specific high-grade thermoplastics to guarantee absolute chemical stability and mechanical strength.
Polypropylene (PP) for Chemical Resistance and Moisture Barriers
Polypropylene (PP) acts as the fundamental building block for most industrial adhesive packaging.
- Injection molders utilize 100% virgin PP because it delivers exceptional broad-spectrum chemical resistance.
- This robust polymer securely contains aggressive epoxies, structural acrylics, and reactive silicones without melting.
- Furthermore, PP establishes a formidable moisture barrier with a remarkably low moisture vapor transmission rate.
This strict barrier securely protects hygroscopic hardeners from premature crystallization during long-term warehouse storage and global shipping.
Polyoxymethylene (POM) for Low Friction and Mechanical Rigidity
Engineers primarily utilize Polyoxymethylene (POM), commonly known as acetal resin, to manufacture the internal pistons and sealing components.
- POM features an incredibly low coefficient of friction.
- When paired with PP cartridge cylinders, the resulting interface slides smoothly without requiring external silicone lubricants.
- This dry lubrication prevents chemical contamination of the sensitive adhesive payload.
Additionally, POM delivers extreme mechanical rigidity, preventing the piston from warping under intense pneumatic dispensing pressure.
Polybutylene Terephthalate (PBT) for High-Pressure Resistance
For extreme pressure applications, Polybutylene Terephthalate (PBT) significantly outperforms standard polypropylene.
- PBT offers vastly superior dimensional stability and high tensile burst strength.
- Engineers specify PBT for asymmetrical high-ratio cartridges, such as 10:1 systems, which experience severe internal stress.
- The rigid PBT walls refuse to bulge under high backpressure.
This rigidity ensures the fragile internal partition wall remains perfectly straight to maintain the critical stoichiometric mixing ratio.
| Polymer Type | Primary Cartridge Component | Core Mechanical Properties | Chemical & Environmental Advantages |
|---|---|---|---|
| Polypropylene (PP) | Main Cylinders & Outer Housing | High flexural strength, strong impact resistance | Broad chemical compatibility, excellent moisture vapor barrier |
| Polyoxymethylene (POM) | Internal Pistons & Plungers | Extreme rigidity, low coefficient of friction | Eliminates need for silicone lubricants, high solvent resistance |
| Polybutylene Terephthalate (PBT) | High-Ratio 10:1 Cartridges | Superior dimensional stability, high tensile strength | Prevents chemical leaching under extreme pressure loads |
How Does Bespoke Mold Engineering Prevent Adhesive Cross-Talk and Leakage?
The structural integrity of an industrial cartridge depends entirely upon the quality of the steel injection molds used during manufacturing. Poorly engineered molds yield plastic components with microscopic flash, warped walls, or inconsistent dimensions. In high-pressure dispensing environments, these minor manufacturing defects lead directly to massive field failures. Bespoke mold engineering eliminates these variables, ensuring the plastic hardware operates flawlessly under intense stress.
Computational Fluid Dynamics (CFD) in Customized Geometry Design
Before cutting any tool steel, elite manufacturers utilize advanced simulation software.
- Computational Fluid Dynamics (CFD) simulates exactly how viscous adhesives will flow through the proposed cartridge geometry.
- These digital simulations reveal potential pressure spikes, flow restrictions, or dead zones within the internal design.
- Engineers use this data to iteratively refine internal transition angles and port diameters.
This predictive engineering guarantees that the final molded plastic will deliver a smooth, laminar fluid flow with minimal mechanical resistance.
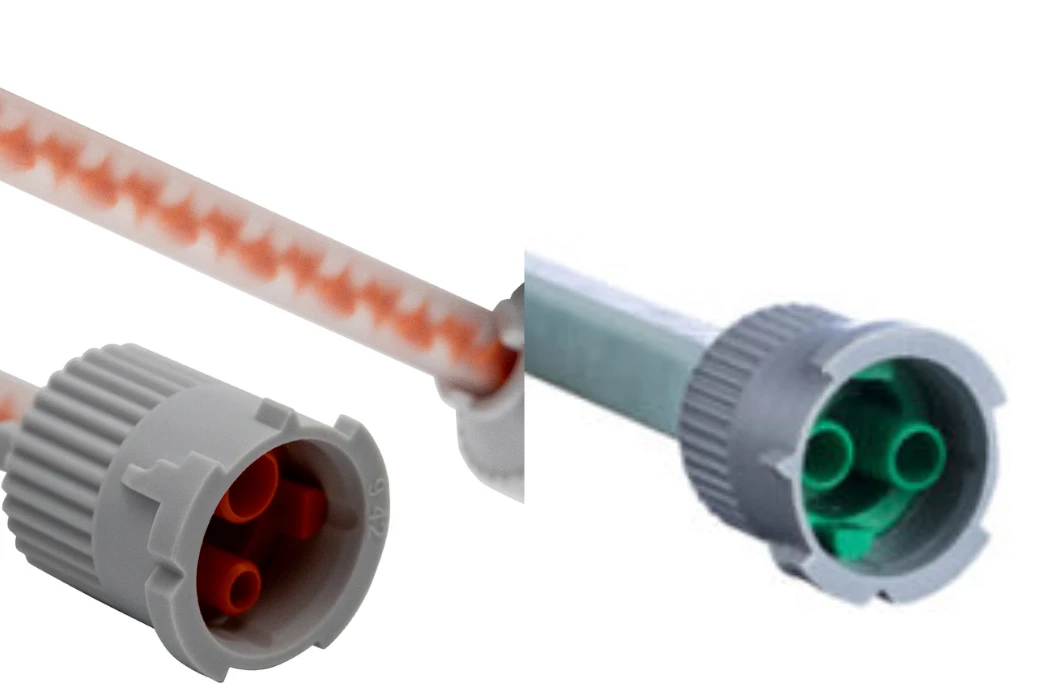
Precision Interface Tolerances for Leak-Proof Connections
The most critical junction on any dual-component system is the interface where the static mixing nozzle attaches to the main cartridge outlet.
- If the injection mold lacks microscopic precision, the resulting plastic threads or bayonet fittings fail to seal correctly.
- Under intense pneumatic pressure, a loose interface immediately leaks raw chemicals onto the assembly line.
- Bespoke mold engineering machines these connection points to exacting sub-millimeter tolerances.
This creates a permanent, leak-proof mechanical seal that easily withstands extreme operational stress.
Preventing Premature Interface Curing and Catastrophic Blowouts
Adhesive cross-talk occurs when a low-viscosity hardener breaches the internal dividing partition and seeps into the resin chamber.
- This chemical contamination causes the adhesive to prematurely cure and harden directly inside the cartridge neck.
- Precision mold engineering prevents this by forming a robust, continuous partition wall through the outlet port.
- Highly accurate molding also maintains uniform plastic wall thickness throughout the entire cartridge body.
Eliminating these structural weak points definitively prevents catastrophic pressure blowouts at the neck.
Why Do Stoichiometric Ratios Dictate Specific Cartridge Architectures?
Every two-part adhesive relies on a precise mathematical formula, known as the stoichiometric ratio, to achieve a full chemical cure. This ratio dictates the exact volume of resin required to react perfectly with the hardener. If a dispensing system deviates from this ratio by even a small margin, the resulting polymer will suffer from sticky surfaces, reduced shear strength, or complete bond failure. Consequently, manufacturers must design completely distinct cartridge architectures to physically enforce these specific chemical requirements.
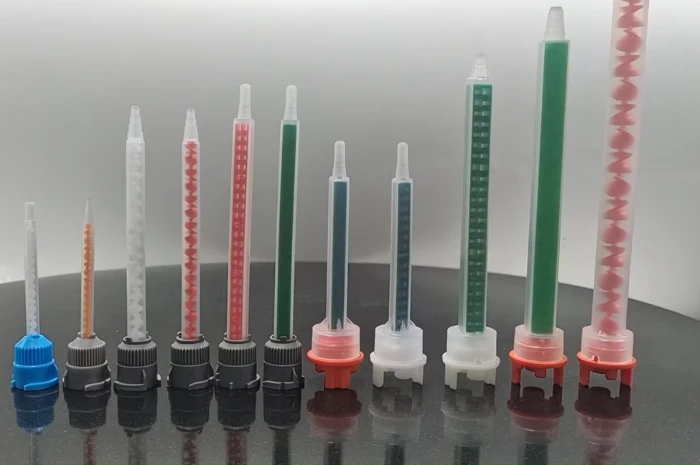
Volumetric Balancing for Dual-Chamber Geometries
A cartridge is not merely a storage container; it is a volumetric metering device.
- To achieve a 1:1 mix, engineers design symmetrical dual-chamber geometries where both cylinders possess the exact same internal diameter.
- For a 10:1 structural acrylic, the resin cylinder must hold exactly ten times the volume of the hardener cylinder.
- Both must maintain the same overall length so a single dispensing tool can plunge both pistons simultaneously.
This requires highly specialized tooling to create extreme dimensional asymmetries while ensuring flawless piston tracking.
Preventing Partition Wall Distortion Under Forward Pressure
Asymmetrical cartridges face severe internal stress disparities during active dispensing.
- In a 10:1 system, the massive resin chamber encounters vastly different flow resistance compared to the tiny hardener chamber.
- This dynamic creates a powerful pressure differential across the internal partition wall separating the two fluids.
- If this dividing wall lacks sufficient rigidity, the high-pressure resin side will force the plastic to bow outward.
Premium architectures combat this imperceptible distortion by utilizing high-strength polymers and integrating rigid stabilization ribs directly into the partition wall.
Eliminating Air Entrapment via Vacuum-Assisted Bottom-Up Filling
Trapped air utterly destroys stoichiometric accuracy inside industrial adhesive packaging.
- Because air is compressible, any bubbles trapped inside the chemical chambers act like microscopic springs.
- When the operator pulls the trigger, the pressure compresses the air instead of extruding the fluid, causing a delay.
- When the operator releases the trigger, the expanding air forces material out of the nozzle, causing uncontrolled run-on.
Elite cartridge architectures support vacuum-assisted, bottom-up filling processes with specialized venting channels to bleed out 100% of the ambient air.
| Stoichiometric Ratio | Common Chemical Applications | Standard Volumetric Capacities | Critical Architectural Requirements |
|---|---|---|---|
| 1:1 | Standard Epoxies, Polyurethanes, Silicones | 50ml, 200ml, 400ml, 1500ml | Symmetrical cylinders, uniform pressure distribution, standard PP construction. |
| 2:1 | Fast-Cure Epoxies, Advanced Polyurethanes | 50ml, 200ml, 400ml | Mild asymmetry, requires reinforced plunger designs to ensure even dispensing. |
| 4:1 | Specialized Structural Acrylics, Urethanes | 50ml, 75ml, 250ml | High asymmetry, requires thickened partition walls to prevent flex under load. |
| 10:1 | Methacrylate (PMMA), High-Strength Adhesives | 50ml, 100ml, 250ml, 400ml, 490ml | Extreme stress disparity; necessitates PBT construction and heavy internal ribbing. |
Do Mechanical and Pneumatic Dispensing Actuators Impact Bond Quality?
The dispensing hardware directly controls the fluid dynamics operating within the cartridge. Even a perfectly engineered dual-component package will fail if the actuator applies uneven pressure or flexes under mechanical load. Consequently, choosing the correct dispensing actuator—whether a manual hand tool or a pneumatic gun—strictly determines the final structural integrity and consistency of the adhesive bond on the assembly line.
Variable Thrust Ratios in Ergonomic Manual Dosing Guns
Manual dosing guns rely entirely on human grip strength, making mechanical advantage a critical engineering requirement.
- For highly viscous structural adhesives, procurement teams must select actuators featuring high thrust ratios, such as 26:1.
- This precise mechanical leverage translates a standard hand squeeze into massive forward dispensing pressure.
- Conversely, lower thrust ratios, typically around 12:1, remain appropriate for thin, low-viscosity sealants.
This mechanical gearing allows operators to extrude thick epoxies continuously without suffering from severe ergonomic fatigue.
Regulated Compressed Air for Continuous Bead Uniformity
When daily production volumes increase, manufacturers must shift from manual hand tools to pneumatic dispensing actuators.
- Pneumatic systems utilize regulated compressed air to drive the internal cartridge pistons forward at a constant, unvarying speed.
- This continuous pneumatic pressure completely eliminates the stop-and-start flow surging inherent in manual dispensing.
- As a result, assembly line operators can apply perfectly uniform adhesive beads across exceptionally long substrate spans.
This automated flow guarantees a consistent structural bond while drastically reducing costly material waste.
Torsion Resistance in Heavy-Duty Metal Chassis Designs
Pushing thick industrial polymers through narrow static mixers exerts intense backward force on the actuator chassis.
- Inferior plastic or thin-stamped metal dispensing guns will visibly twist and flex under this extreme torsional load.
- This mechanical flexing absorbs the applied energy, causing the dual pistons to advance unevenly.
- Professional-grade actuators utilize heavy-duty cast aluminum or reinforced steel frames to deliver absolute torsion resistance.
This rigid chassis architecture guarantees that the internal drive rods remain perfectly parallel, enforcing simultaneous and equal pressure on both fluid chambers.
Can Automated Coordinate Applicators Overcome Manual Dispensing Limitations?
While pneumatic dispensing guns stabilize fluid pressure, they still rely on human operators to guide the nozzle. In high-volume electronics or automotive manufacturing, manual application introduces unacceptable variations in bead location and volume. Automated coordinate applicators, or robotic dispensing systems, completely remove human error from the equation. These programmable platforms integrate directly with dual-component cartridges to deliver flawless, high-speed adhesive application.
Positional Repeatability and Servo Motor Control Systems
The foundation of automated dispensing lies in the multi-axis gantry driven by high-torque servo motors.
- Unlike manual operators who suffer from physical fatigue, servo-driven applicators maintain absolute consistency across endless production cycles.
- These advanced motion control systems can rapidly maneuver the heavy dual-component cartridge at traverse speeds reaching up to 800mm/s.
- More importantly, they boast a positional repeatability tolerance of +/-1%.
This microscopic precision ensures the adhesive bead lands on the exact same coordinate for every single manufactured part, drastically reducing rejection rates.
CCD Vision Systems for Real-Time Geometric Alignment
In real-world manufacturing, substrates rarely arrive on the conveyor belt in perfect alignment.
- If a robotic applicator dispenses a rigid path onto a misaligned part, the adhesive completely misses the target joint.
- Modern automation platforms overcome this by integrating Charge-Coupled Device (CCD) vision systems.
- These industrial cameras scan the substrate for specific fiducial markers before dispensing begins.
The software instantly calculates any rotational offset and dynamically recalculates the path in real-time, ensuring perfect placement regardless of initial orientation.
Laser Height Measurement for Complex Non-Planar Substrates
Applying structural adhesives to complex 3D components, such as curved automotive panels, creates severe Z-axis challenges.
- If the nozzle drifts too far from the substrate, the adhesive bead thins out uncontrollably.
- If it crashes into the part, it instantly damages the fragile mixing element.
- Automated systems deploy advanced laser displacement sensors to map the target surface continuously.
By measuring the precise nozzle-to-substrate distance in milliseconds, the continuous laser tracking guarantees a uniform bead profile over complex, non-planar geometries.
| Subsystem Technology | Primary Operational Function | Performance Specification Target | Direct Manufacturing Benefit |
|---|---|---|---|
| Multi-Axis Servo Motors | Gantry movement and coordinate plotting | Up to 800mm/s velocity; +/-1% repeatability | Eliminates human fatigue; guarantees identical bead placement. |
| CCD Vision Cameras | Fiducial scanning and part recognition | Sub-millimeter visual offset calculation | Corrects for misaligned parts on the conveyor belt in real-time. |
| Laser Displacement Sensors | Z-axis topography mapping | Continuous millisecond height tracking | Maintains consistent bead volume across curved or warped substrates. |
What Core Standards Verify Regulatory Compliance for Industrial Adhesive Packaging?
Buyers cannot trust simple visual inspections to judge plastic quality. So, global regulatory bodies enforce strict manufacturing standards. These certifications prove that the dispensing hardware is safe, reliable, and environmentally clean. Engineers always check for these specific compliance marks before they authorize any new packaging supplier.
ISO 9001 Frameworks for Multi-Stage Quality Inspections
The ISO 9001 certification sets the foundational rules for a reliable manufacturing facility.
- Factories must thoroughly test 100% of incoming raw polymer pellets before melting them.
- Quality inspectors continuously track injection molding temperatures and machine pressures.
- Engineering teams perform extreme destructive burst tests on finished cartridges to guarantee safety.
Because the factory follows this strict multi-stage system, procurement teams receive perfectly consistent parts in every single batch.
ROHS Restrictions on Hazardous Substances in Polymer Construction
The ROHS directive strictly controls the invisible chemicals used inside the plastic materials.
- Manufacturers must prove their plastics contain zero lead, mercury, or cadmium.
- This strict rule directly protects both the factory workers and the final product end-users.
- Automotive and electronics brands legally demand this standard for all their assembly components.
So, ROHS compliance guarantees the packaging adds absolutely no toxic heavy metals to the final consumer product.
CE and TUV Mandates for High-Pressure Pneumatic Hardware
Heavy-duty dispensing machinery must pass rigorous CE and TUV safety evaluations.
- Evaluators aggressively test pneumatic glue guns to ensure they do not rupture under high compressed air pressure.
- Safety engineers verify that the electrical systems inside automated robots prevent dangerous short circuits.
- These specific marks act as a mandatory legal passport to sell hardware inside the European market.
Because these tools survive extreme laboratory testing, factory managers know the hardware will operate safely during intense daily use.
Frequently Asked Questions
What is a dual-component adhesive cartridge?
A dual-component cartridge is a highly engineered plastic container that separately stores a chemical resin and a hardener. It keeps these two reactive fluids completely isolated until the exact moment of application. When an operator applies pressure, the cartridge pushes both fluids out simultaneously into a mixing nozzle.
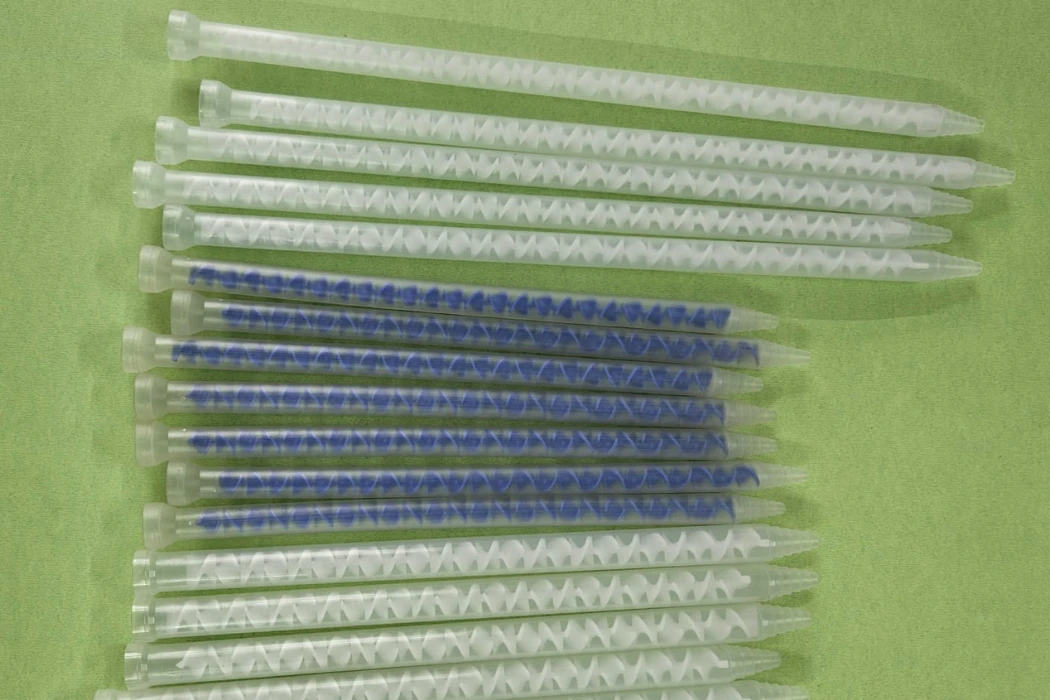
How do disposable static mixers achieve structural homogeneity?
Static mixers use a series of internal geometric baffles to blend fluids. As the resin and hardener flow through the plastic tube, these stationary elements continuously slice, fold, and recombine the streams. This forced mechanical division completely mixes the two chemicals into a single, homogeneous adhesive before it exits the tip.
Why does an adhesive cartridge leak at the connection interface?
Cartridges usually leak because of poorly machined plastic molds. If the injection molding process leaves microscopic flash or dimensional errors on the connection threads, the static mixer cannot form a tight seal. High pneumatic pressure then forces the raw adhesive out through these tiny gaps instead of pushing it through the nozzle.
What is the difference between a helical and a quadro mixing nozzle?
A helical nozzle uses twisted, spiral-shaped baffles to mix standard fluids with similar thicknesses. A quadro nozzle uses a square, grid-like internal structure. The quadro design forces the fluid through twice as many shear planes per inch, making it much better for blending thick pastes with watery hardeners.
How do you prevent air bubbles and run-on during fluid dispensing?
You prevent air bubbles by using vacuum-assisted filling machines during the packaging stage. These machines remove all ambient air from the plastic cylinders before inserting the rear pistons. Removing the trapped air stops the pneumatic spring effect, which entirely eliminates fluid run-on and ensures a perfectly solid adhesive bead.
When should you deploy a pneumatic dispensing gun over a manual tool?
You should deploy a pneumatic gun when you require continuous, high-volume production. Manual tools rely on human hand strength, which naturally causes fatigue and uneven pressure over time. Pneumatic guns use regulated compressed air to push the pistons smoothly, guaranteeing a perfectly uniform bead size across long assembly cycles.
What properties make PBT superior to PP for high-pressure applications?
PBT offers extreme dimensional stability and massive tensile strength compared to standard PP. When exposed to intense internal pressure, standard plastics will stretch and bulge. PBT remains completely rigid. This absolute rigidity keeps the internal walls perfectly straight, which guarantees the two chemicals mix at the exact correct ratio.
Conclusion
Advanced fluid dynamics, bespoke mold engineering, and high-performance virgin polymers entirely dictate the success of any industrial adhesive application. Procurement teams must demand strict regulatory compliance and absolute precision manufacturing to prevent catastrophic field failures on the assembly line. For global brands seeking these exact rigorous standards, Haijing Company provides the premier one-stop OEM/ODM manufacturing solution. From custom-engineered dual-component cartridges to high-speed mechatronic dispensing robots, Haijing Company securely builds the highly reliable hardware that powers modern industrial assembly and ensures flawless structural bonds.